Notice: Undefined variable: html in /www/htdocs/w013a58a/classic-car.tv/wp-content/plugins/shortcode-developer/shortcode-developer.php(137) : runtime-created function on line 1
In the lower bracket of the rolling machine, a strongly curved part is inserted and placed on medium voltage. Now, the curved sheet metal being waged by the side of the roller machine, not as usual along. The curvature of the plate facing up. While the sheet is now through the rollers, the hands hold the side flanks and easily push down the entire sheet. Very soon, you can see the concave curvature along the edge of the processed.
The longer the plate under steady state is guided by the role, forming the border region becomes stronger.
If the desired curvature has been reached, the sheet metal using very light pressure can be smoothed out.









 ]]>
]]>Notice: Undefined variable: html in /www/htdocs/w013a58a/classic-car.tv/wp-content/plugins/shortcode-developer/shortcode-developer.php(137) : runtime-created function on line 1
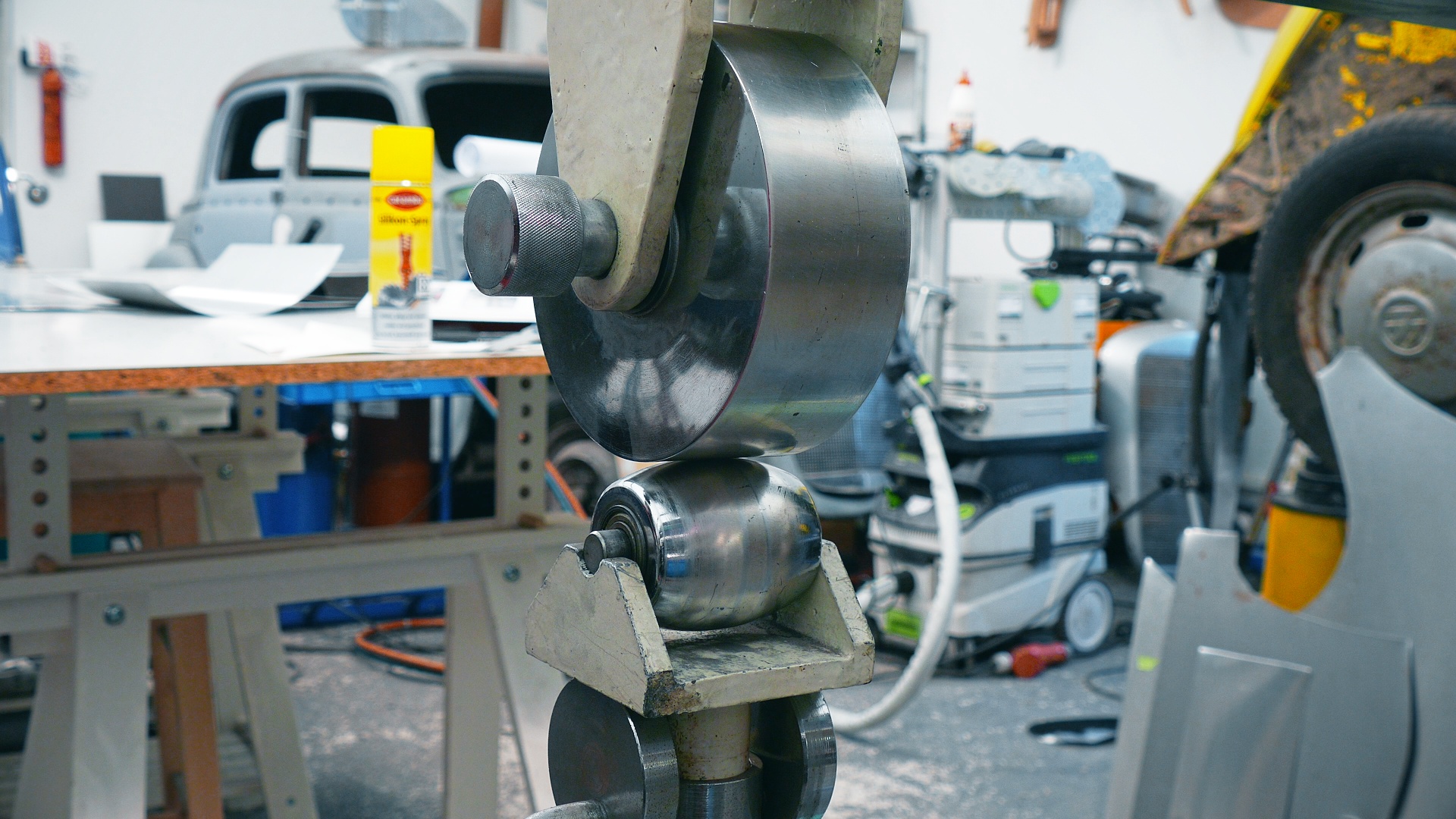
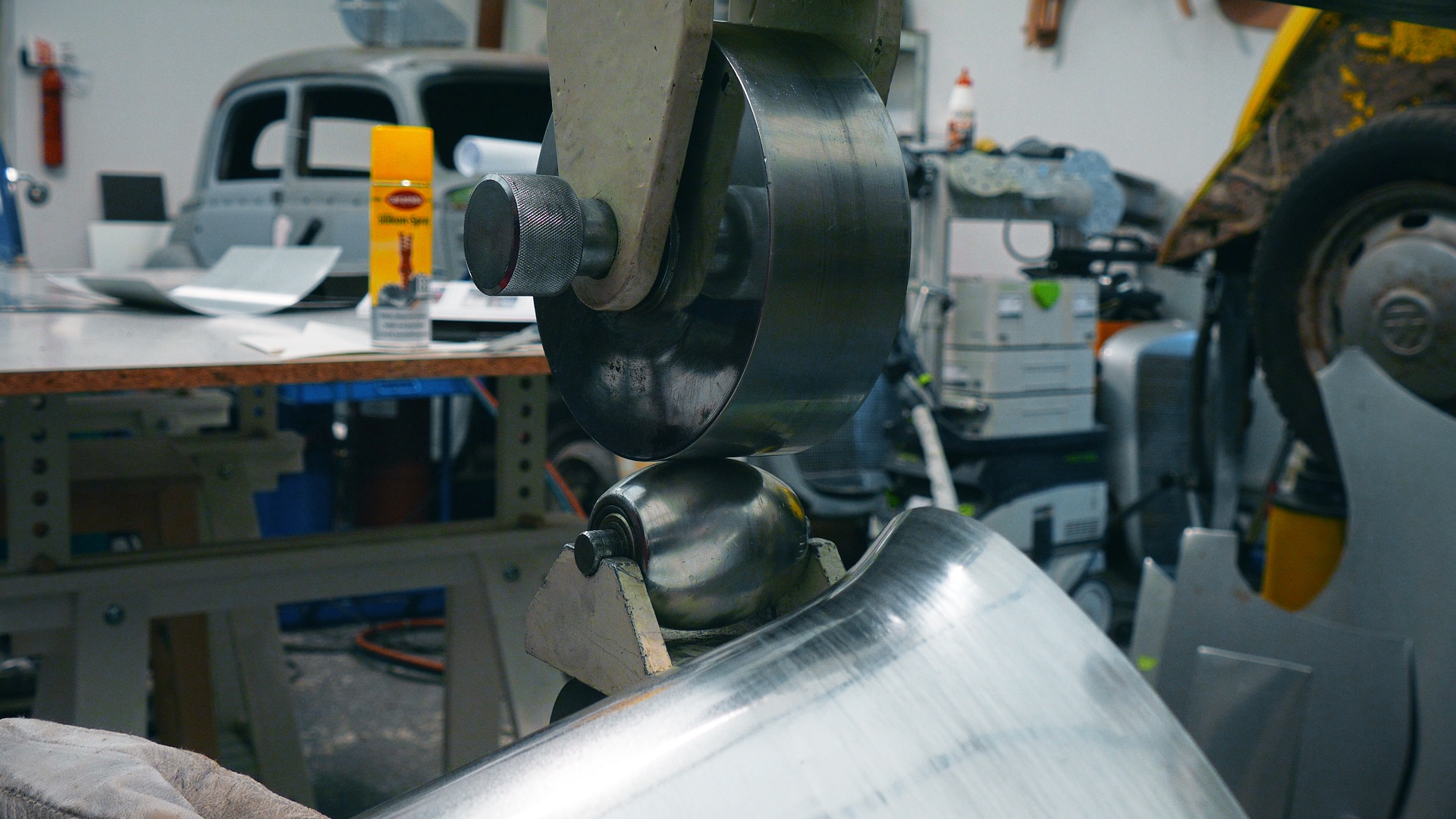
The reason for this distortion is the stretching of sheet metal during the forming process, because to create the bead must be stretched strongly and the surrounding areas are affected . This stretching produces a corresponding folding – or wave formation in the surrounding area, which should stay smooth. The stretched sheet metal must be taken from this area. So – to form a bead, you need a stretched-out the bead area. This can be achieved by either beating the metal with a slapper, or stretching the sheet metal on the english wheel. The metal sheet is rolled so long in the english wheel until a light crown is formed. The sheet metal is then accordingly stretched. The additional material that the bead requires is now available. The bead is formed by a rounded roll on the top which is guided along the edge of a flat roll on the bottom.
Although rolling the bead on the swaging machine into the metal plate, the entire metal sheet stays flat and is experiencing no delays.
Notice: Undefined variable: html in /www/htdocs/w013a58a/classic-car.tv/wp-content/plugins/shortcode-developer/shortcode-developer.php(137) : runtime-created function on line 1
In this case, in our example it ´s an aluminum sheet, the metal is getting annealed. During the annealing, the sheet metal is softened.
Because aluminum is only glowing at a very high temperature range, black soot is applied as an indicator to it. The soot is applied in a thin layer on the surface with an acetylene flame. With a hotter flame, which is achieved by the addition of oxygen, the sheet is heated now strongly. The soot layer disappears after heating the aluminum. That the heat does not melt through the aluminum, the flame moves through quickly back and forth in a fast motion, After a while you can see very clearly, how the soot slowly disappears. The aluminum sheet is continuously „annealed“ at the end. Now it needs to cool down slowly. But be careful, because after the tempering the sheet metal is extremely hot.
If you pick the sheet after it has cooled off, you´ll realize immediately the sheet has become very soft. Now, the sheet metal is tapped on the leather shot bag with a round hammer. It deforms significantly stronger than a metal sheet, which was not previously been annealed. It is so soft that the shape on a flat anvil can be smoothed with a hammer. But by tapping the metal, the metal will be hardening again.












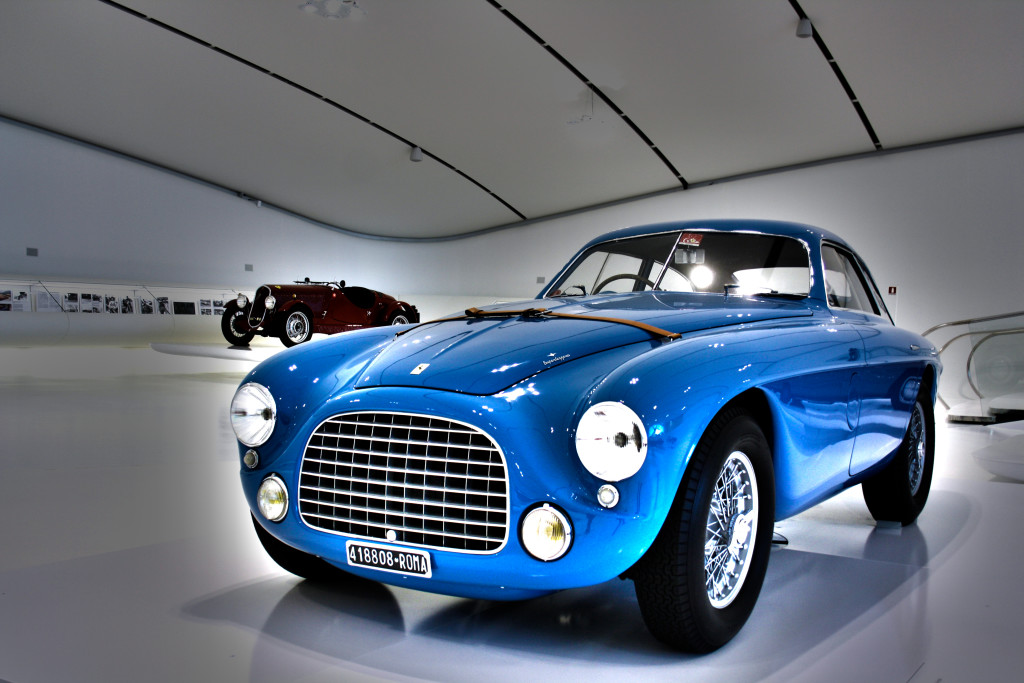
„Superleggera“ means „Super light“ and already the sound of this Italian syllables imparts lightness and elegance. Banchi Anderloni and Gaetano Ponzoni Carrozeria touring Milanese company founded in March 1926. Bianchi Anderloni was a pure technician. He previously worked for Isotta Fraschini as a test driver and later with Peugeot Italia as a mechanic. At Touring he assumed the position of the designer and constructor, while Pamarthi, former lawyer, looked after the administrative tasks. They had taken over the long-standing company Carrozeria Falco by Vittorio Ascar and initially focused on the establishment of bodies on the raw chassis for Alfa Romeo, Citroen and Isotta Fraschini. The proximity to the production facilities of the company and the relationship between Anderloni and Cesare Isotta and Fraschini Vinzenzo surely played a role. The order situation was good from the outset and the hunting wagons for Princess Margaret of England were one of the first projects.










But Anderloni had higher goals. The Carrozzeria Touring should specifically specialize in the body design, in respect to weight and aerodynamics, according to the motto: the greatest enemy is the weight, the greatest friend the aerodynamics. Anderloni wanted to reduce the design to a minimum of the weight of the vehicles – the initial impetus for establishing the brand Superleggera. Anderloni acquired the license to the technology by Charles Terres Weymann, a pilot and designer who redesigned the frame technique of lightweight aircraft for automotive purposes. Weymann reduced the weight of steel car bodies, which at that time were attached to a heavy timber frame with nails by lighter filigree frames, covered with a parchment leather skin . So weight was saved – with the caveat that the leather dried out and became brittle. Touring worked on improving these techniques and repeatedly focused on the development of the plane frames idea. Anderloni tested new materials and techniques.
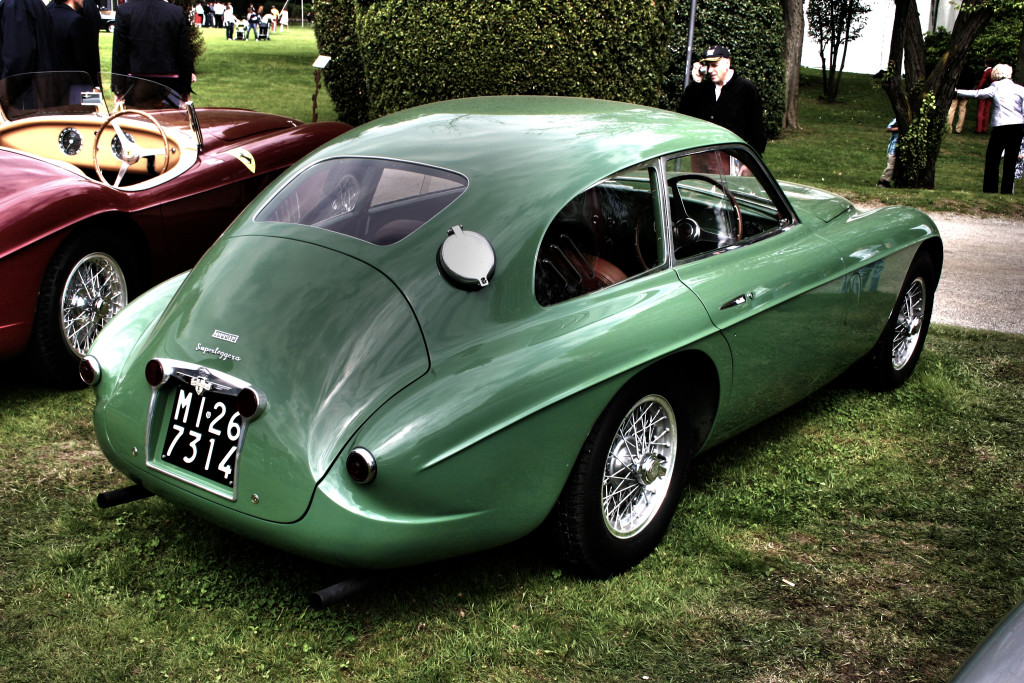
In 1937 it was ready. The first vehicle built on the Superleggera system, the Alfa Romeo 8 C 2300 B, driven by Giambattista Guidotti, was to marvel at the start of the Mille Miglia. A frame partly build in wood and partly with thin chrome molybdenum tubing on an Alfa Romeo 2300 chassis. The outer skin was fixed from lightweight aluminum on it. The design of the body shape was streamlined. All body styles were first built in the model 1/10 or 1/15 and tested in a wind tunnel in Milan on aerodynamics. Later, touring was the first Coachbuilding company that had installed a wind tunnel on their own premises. Soon Carrozeria Touring Superleggera had the reputation to build sporty and at the same time stylish vehicles with tapered body. Pininfarina Cadillac Atlanté copied only years later some of the elements of the touring superleggera.
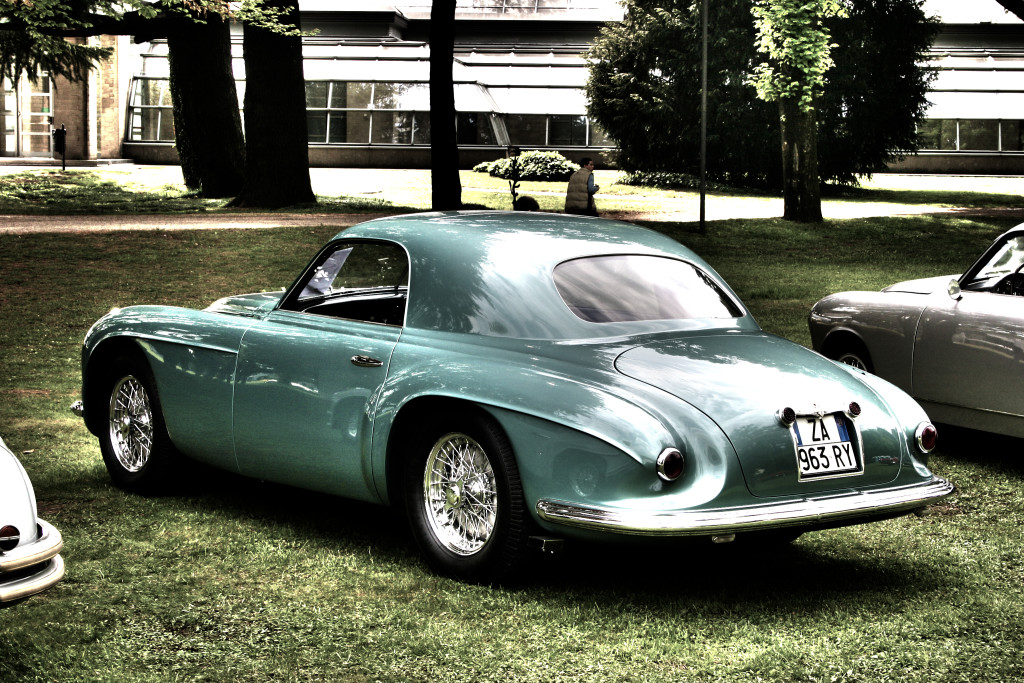
Touring Superleggera has created some very unique and fantastic bodies, for example, for Bristol, Sunbeam, Maserati, Ferrari and Pegaso especially after the 2nd World War. Except for the famous Alfa Romeo „flying Star“ Touring there were more outstanding beautiful vehicles, such as for example the Alfa Romeo disco Volante, the Alfa Romeo 6 C 2600 Villa D ´ Este, the Lamborghini 400 GTV or even the flying Star II, some world famous Ferrari, BMW 328 Mille Miglia or also the impressive Pegaso.
One that came in the pleasure to drive one of the indisputably most beautiful creations of Carrozzeria Touring Superleggera as a company car was James Bond. The Aston Martin DB5 was the myth of the brand with his legendary performance in „Goldfinger“ and certainly is still the most famous bond car of all time.













































Notice: Undefined variable: html in /www/htdocs/w013a58a/classic-car.tv/wp-content/plugins/shortcode-developer/shortcode-developer.php(137) : runtime-created function on line 1
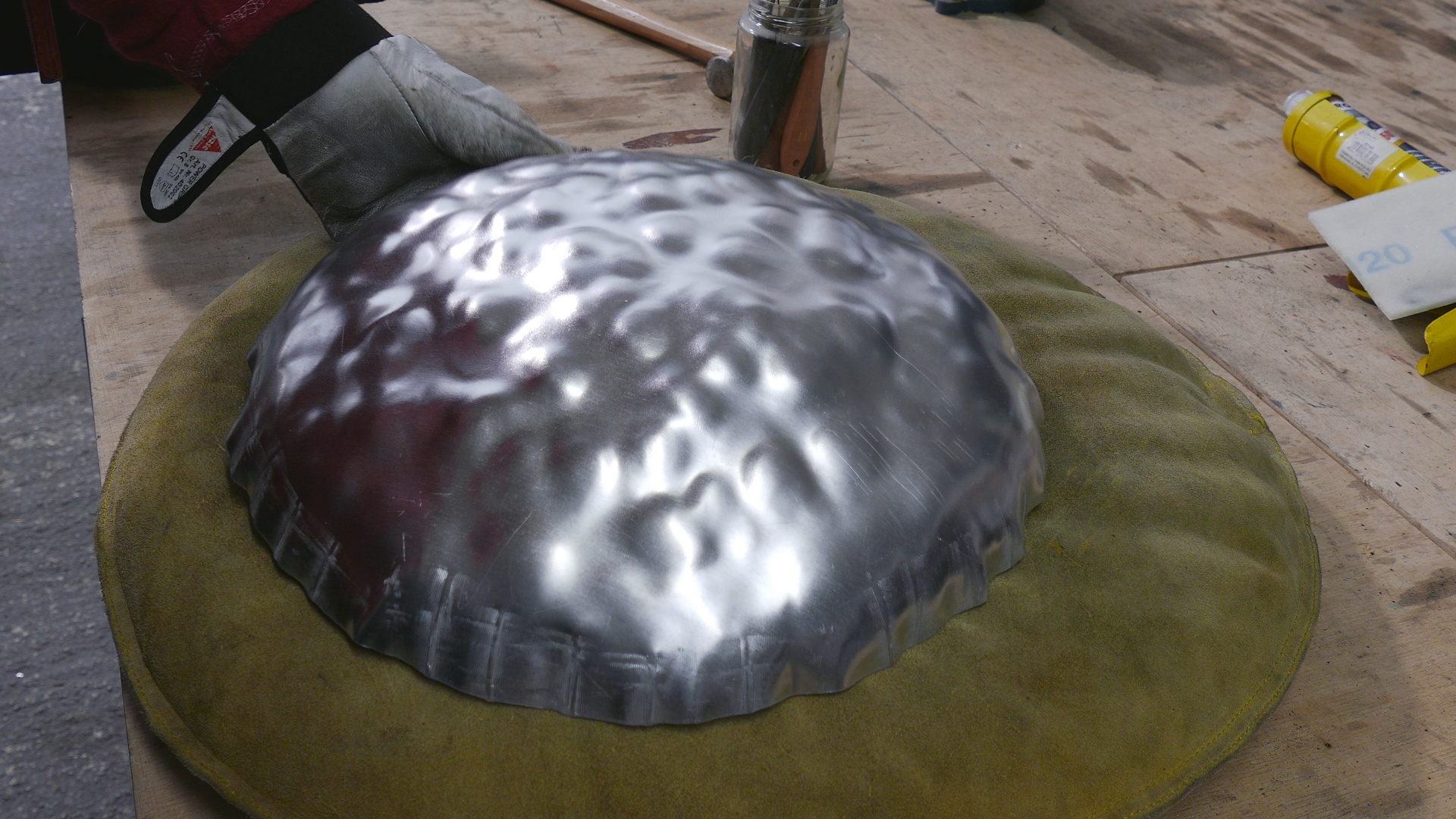
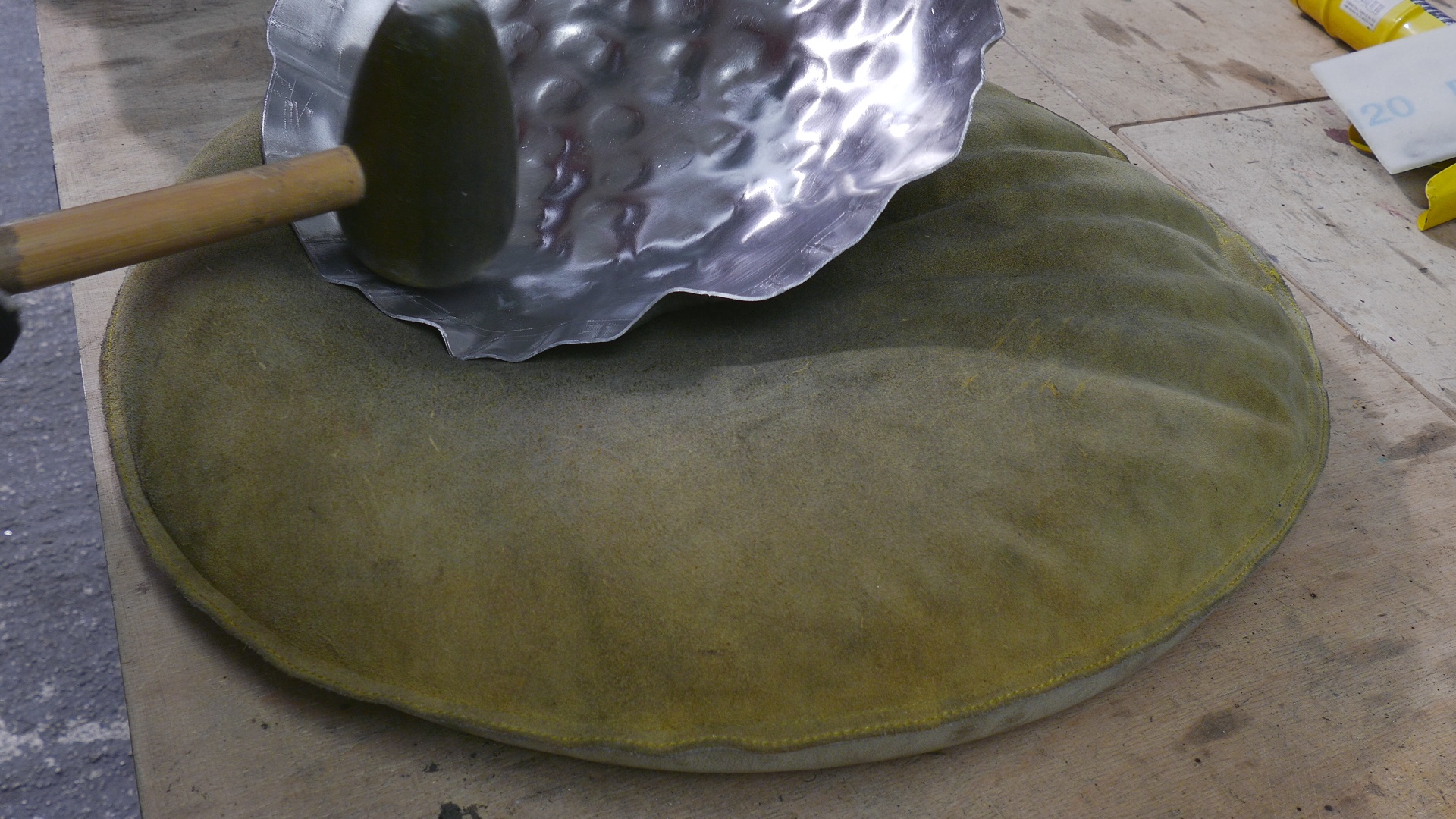
After the metal has cooled of, the edge of the plate is gradually shrinked at constant intervals. This pulls the edge up and the result is a plate-like form. On a shot bag the plate is now evenly driven with a round hard wooden mallet. The sheet metal is now heavily stretched and takes the form of a shell. Wrinkles that are brought into shape on the edge, due to the stretching, are repeatedly corrected by hand. The plate is beaten until a uniform shape rises. If a significant irregularity turns up, it will be processed again.
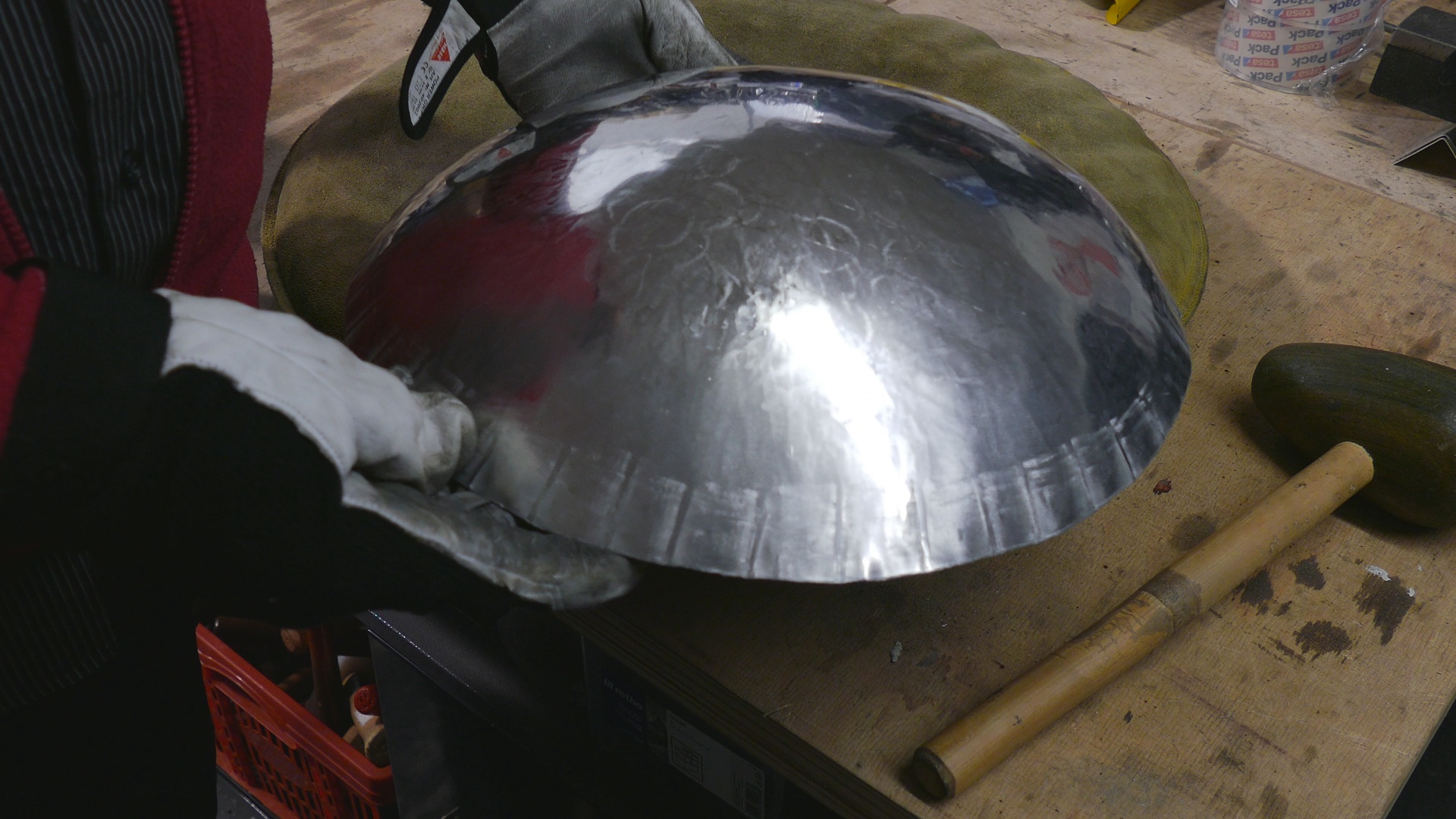
Although the form looks very rough and dented, the shell can be smoothed out either on a round anvil with a smoothing hammer or the english wheel. To do this, an appropriate wheel must be selected. The wheel must fit exactly to the shape of the shaped shell. The metal shell is now being run through the wheels with Medium pressure on the wheels. Bit by bit, the sheet is smoothed by the english wheel. We can save the time for the final smoothing, because the metal shaping is processed further on from here.
It is already a clearly curved shape, but there are still some steps up to the final product. We will show these steps in the next episode.