Notice: Undefined variable: html in /www/htdocs/w013a58a/classic-car.tv/wp-content/plugins/shortcode-developer/shortcode-developer.php(137) : runtime-created function on line 1
Das Video sehen Sie auch unter https://youtu.be/tCuBWg7XqpU
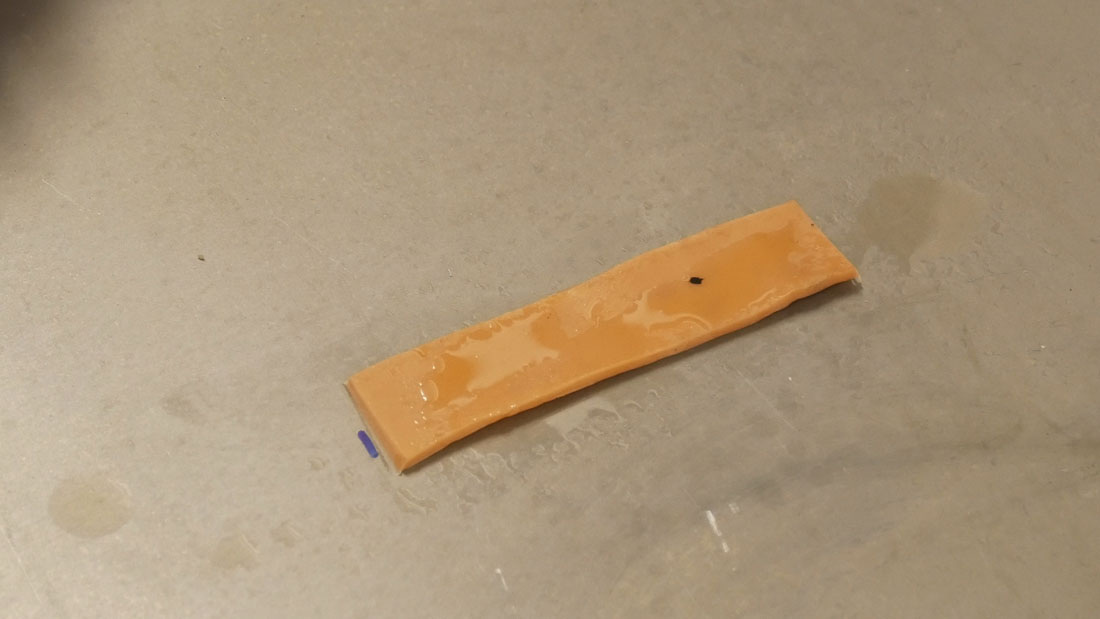
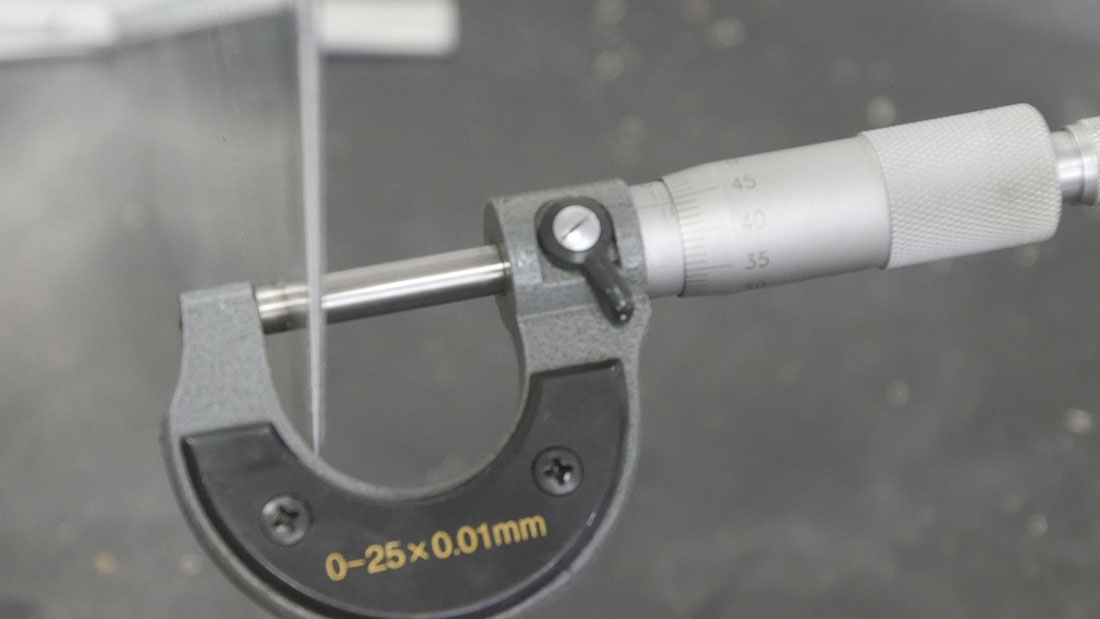
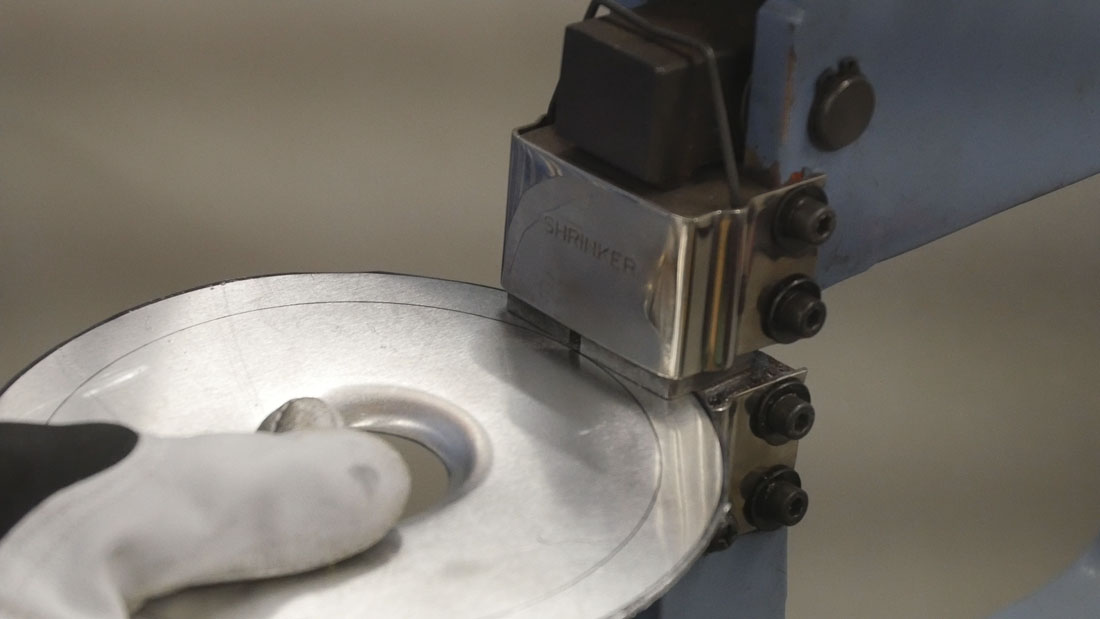
Um zu demonstrieren, was genau beim Rollenstrecken passiert, lassen wir einen Blechstreifen mehrfach durch die Rollen der Rollenstreckmaschine laufen. Ein zweites Stck Blech lassen wir unbearbeitet. Beide Blechstreifen waren am Anfang gleich lang. Spannen wir nun die beiden Blechstreifen in die Backen eines Schraubstocks, sehen wir deutlich, wie sich der eine Blechstreifen durchbiegt. Dies bedeutet, dass er gestreckt wurde und nun lnger ist. Man kann sich die Funktionsweise auch sehr gut anhand eines Streifens Plastilin vor Augen fhren. Rollt man mit einem Nudelholz ber den Streifen, wird der Plastilin-Streifen gedehnt und breiter. Genau dies passiert mit dem Blech. Die Struktur wird zusammengepresst und dehnt sich dadurch aus. Gleichzeitig wird das Blech natrlich auch dnner. Bei dem gezeigten Musterstck wurde aus einem gemessenen 2,50mm starken Aluminiumblech durch das Strecken eine Strke von 2,35mm.
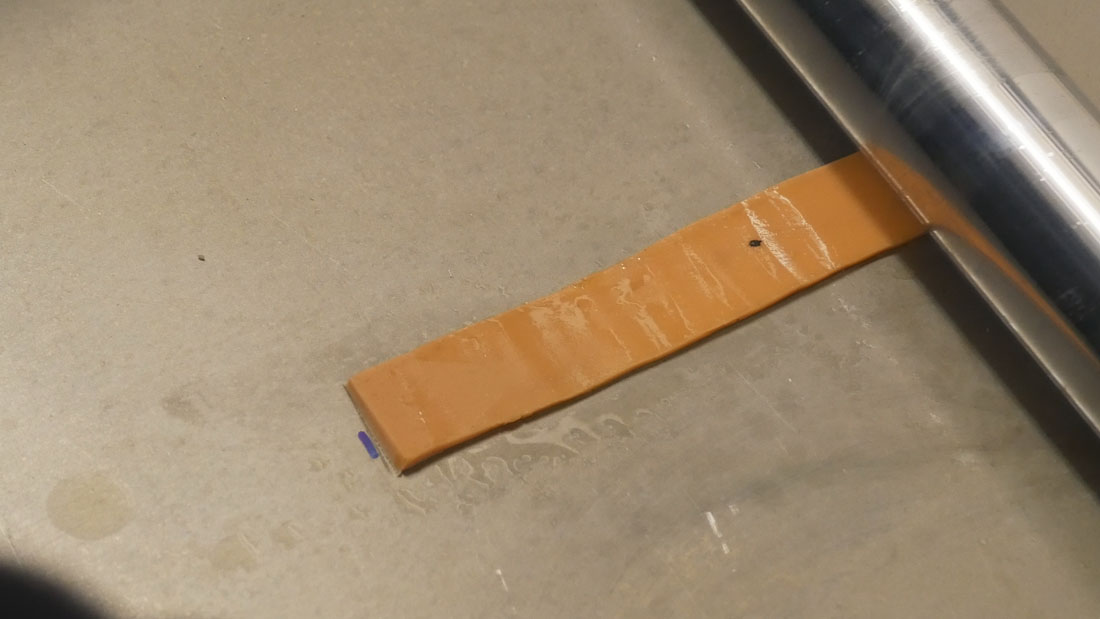
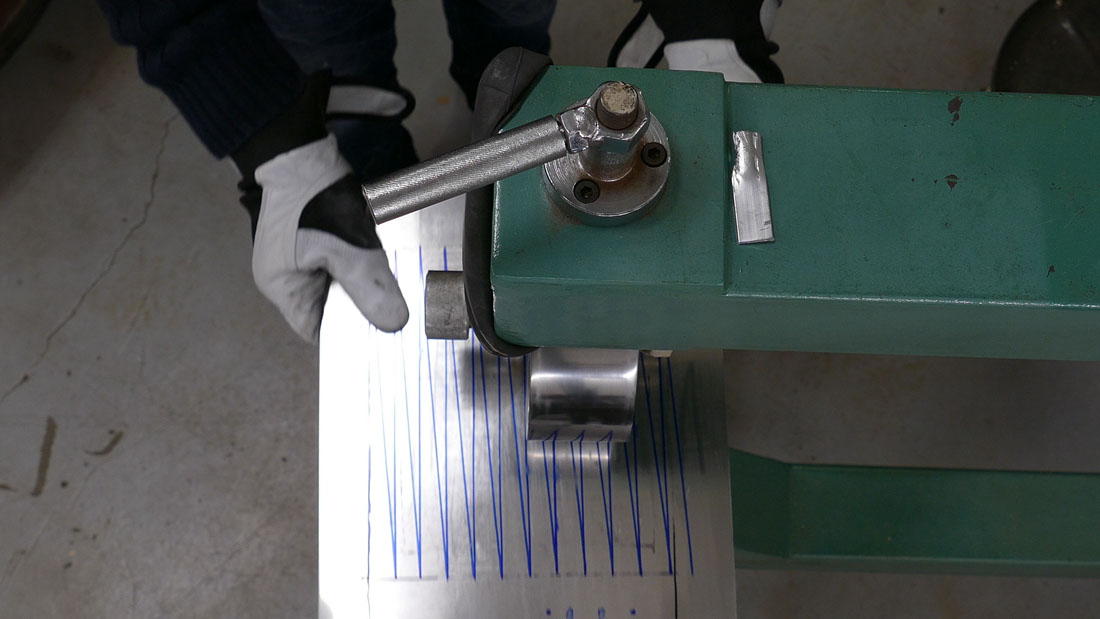
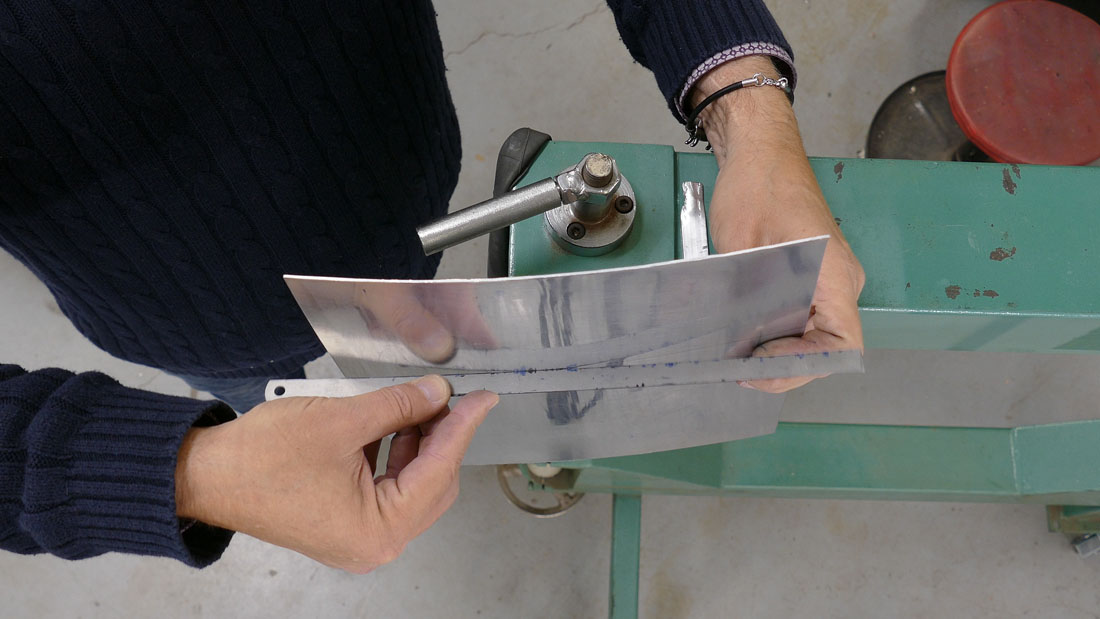
Aber genau den Effekt des Ausdehnens machen wir uns zu Nutzen. Um dies zu demonstrieren nehmen wir ein Aluminiumblech und ziehen am Rand rundum einen Streifen von ca. 2-3cm. Dieser Rand wird in der Rollenstreckmaschine nicht bearbeitet. Wir setzen das Blech zwischen die Rollen der Rollenstreckmaschine und fhren die Rollen ber das Stellrad soweit zusammen, dass sich das Blech gerade noch mit Anstrengung zwischen den Rollen verschieben lsst. Wir beginnen mit einer nur sehr leicht gewlbten Rolle .Nun geben wir noch ein kleines bisschen Druck dazu, vielleicht gerade einmal eine viertel Umdrehung. Nun sperrt das Blech. Diese Position nennt man Leichten Druck. Gerade einmal genug, um das Blech zu gltten und leicht umzuformen.
Das Blech wird seitlich gegriffen und Z-frmig durch die Rollen gefhrt. Dies bentigt etwas bung. Das Fhren wird ohne Kraft durchgefhrt. Die Spuren der Rollen zeigen deutlich wie nah die Zge aneinander liegen. Wichtig ist, dass das Blech wirklich gleichmig durch die Rollen gefhrt wird. Hat man das Blech ber die gesamte Breite durch die Rollen gefhrt, wird es einmal gedreht und in die entgegengesetzte Richtung gerollt. Der Rand bleibt, wie bereits erwhnt unberhrt. Durch das Fhren durch die Rollen, wird das Blech in dem Inneren Bereich gestreckt. Der Rand verhindert das ausdehnen des Blechs. Das Gestreckte Blech muss allerdings irgendwo hin, also wlbt sich der Innere Teil.

















 ]]>
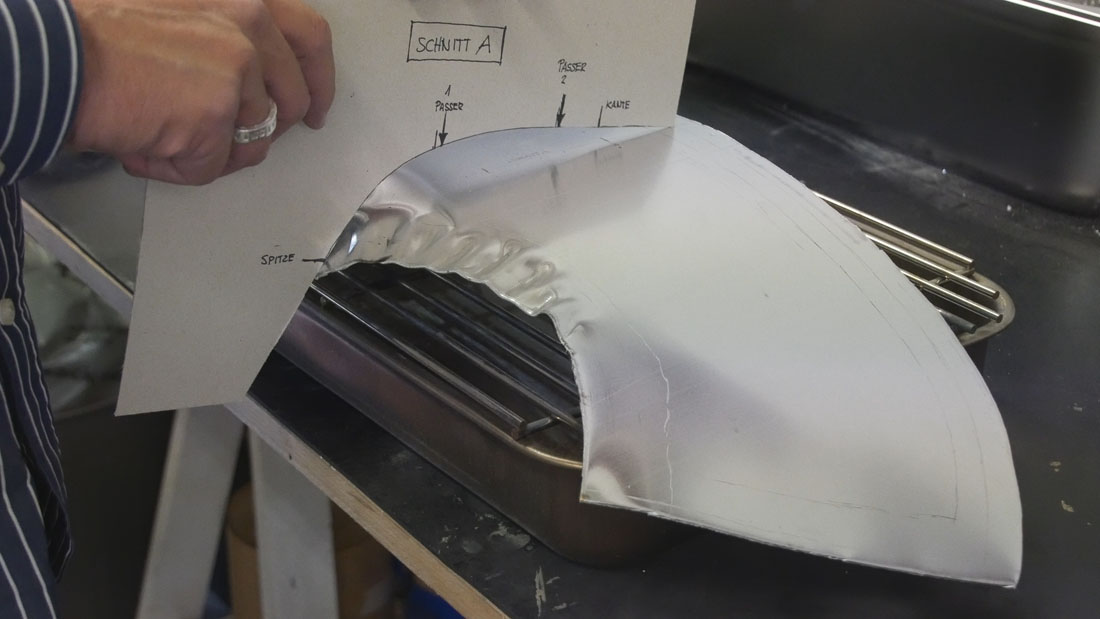
]]> In unserem Fall beginnen wir das Blech entlang des vorderen Randes zuStauchen. Dazu legen wird Falten entlang des Randes in das Blech. Wirarbeiten hier mit einem 3mm Aluminium Blech, aber bis auf das Tempern, das wir spter erklren, ist bei Blech kein Unterscheid in der Verfahrensweise.Die Falten im Blech haben uns schon einmal die vordere Grundwlbunggebracht. Nun muss das Blech im Inneren noch gestreckt werden, damit die Form erreicht wird.Da wir mit einem 3mm Aluminiumblech arbeiten, muss das Blech erst einmal weich gemacht werden. Dies geschieht durch das sogenannte Tempern. Mit einer Acetylen-Flamme wird das Blech eingerut. Es entsteht eine dnne schwarze Ruschicht auf dem Aluminium. Durch die Zugabe von Sauerstoff in die Acytelen-Flamme, wird die Flamme heier. Erkennbar an der blauen Frbung der Flamme und einer kleinen weien Zunge der Dse des Brenners. Mit dieser Flamme wird die Ruschicht abgebrannt. Der Ru dient als Indikator. Die Flamme muss stndig in Bewegung bleiben, damit das Aluminium nicht durchbrennt. Sobald der Ru durchgehend entfernt ist, ist das Blech sehr weich und lsst sich gut weiter verarbeiten. Vor der Weiterverarbeitung muss das Blech allerdings langsam abkhlen, denn es ist durch das Tempern sehr hei geworden.
In unserem Fall beginnen wir das Blech entlang des vorderen Randes zuStauchen. Dazu legen wird Falten entlang des Randes in das Blech. Wirarbeiten hier mit einem 3mm Aluminium Blech, aber bis auf das Tempern, das wir spter erklren, ist bei Blech kein Unterscheid in der Verfahrensweise.Die Falten im Blech haben uns schon einmal die vordere Grundwlbunggebracht. Nun muss das Blech im Inneren noch gestreckt werden, damit die Form erreicht wird.Da wir mit einem 3mm Aluminiumblech arbeiten, muss das Blech erst einmal weich gemacht werden. Dies geschieht durch das sogenannte Tempern. Mit einer Acetylen-Flamme wird das Blech eingerut. Es entsteht eine dnne schwarze Ruschicht auf dem Aluminium. Durch die Zugabe von Sauerstoff in die Acytelen-Flamme, wird die Flamme heier. Erkennbar an der blauen Frbung der Flamme und einer kleinen weien Zunge der Dse des Brenners. Mit dieser Flamme wird die Ruschicht abgebrannt. Der Ru dient als Indikator. Die Flamme muss stndig in Bewegung bleiben, damit das Aluminium nicht durchbrennt. Sobald der Ru durchgehend entfernt ist, ist das Blech sehr weich und lsst sich gut weiter verarbeiten. Vor der Weiterverarbeitung muss das Blech allerdings langsam abkhlen, denn es ist durch das Tempern sehr hei geworden.
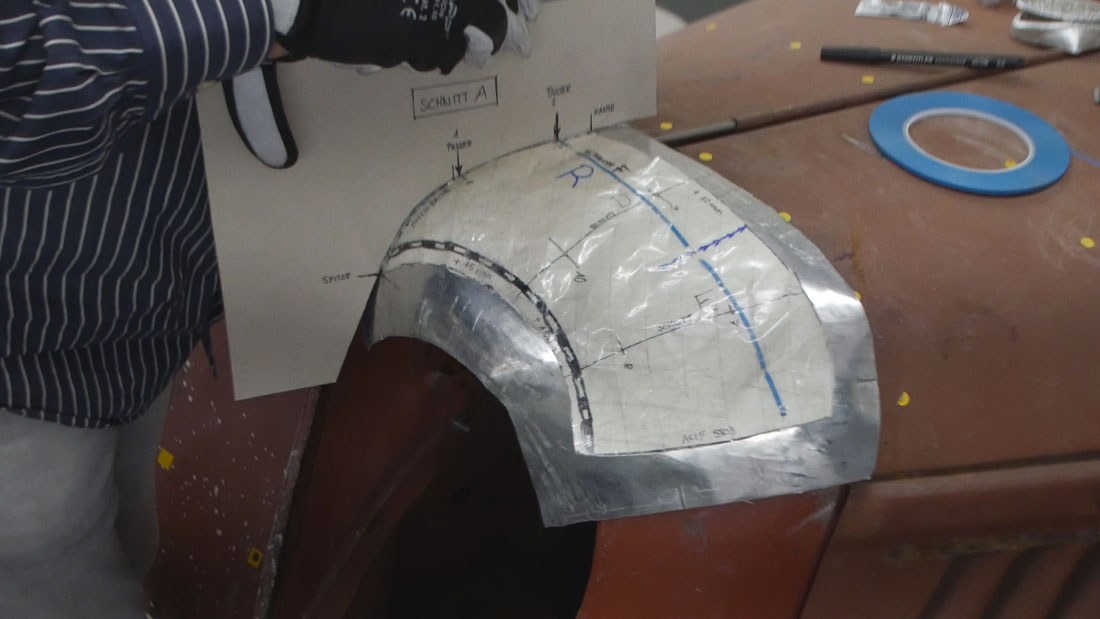
Auf einem Sandsack wird das Blech mit einem Kugelhammer in Form getrieben. Die entstandenen Unebenheiten im Blech knnen an einem Rundstock-Amboss mit einem Glttehammer geglttet werden. Jetzt wird zum ersten Mal die Formschablone auf das Blechteil aufgelegt und die notwendigen Linien bertragen. Mit einem feinen Marker werden die Registerpunkte, die zuvor aus der Schablone gestanzt wurden, bertragen und anschlieend miteinander verbunden. An diesen Linien knnen nun die Formschablonen aus Pappe angelegt und die Form berprft werden. Man erkennt dadurch, an welchen Stellen die Form nachgearbeitet werden muss. Das Umformen sollte immer stckweise durchgefhrt werden und eher weniger, als zuviel. Denn wenn das Blech einmal berstreckt wurde, ist es schwierig, das Blech wieder zurck zu stauchen. In unserem Fall fehlt noch etwas Wlbung im vorderen Bereich. Deshalb wird dieser Bereich noch einmal getempert und von neuem getrieben. Auch an der grob getriebenen Form knnen die Formschablonen immer wieder angelegt werden.
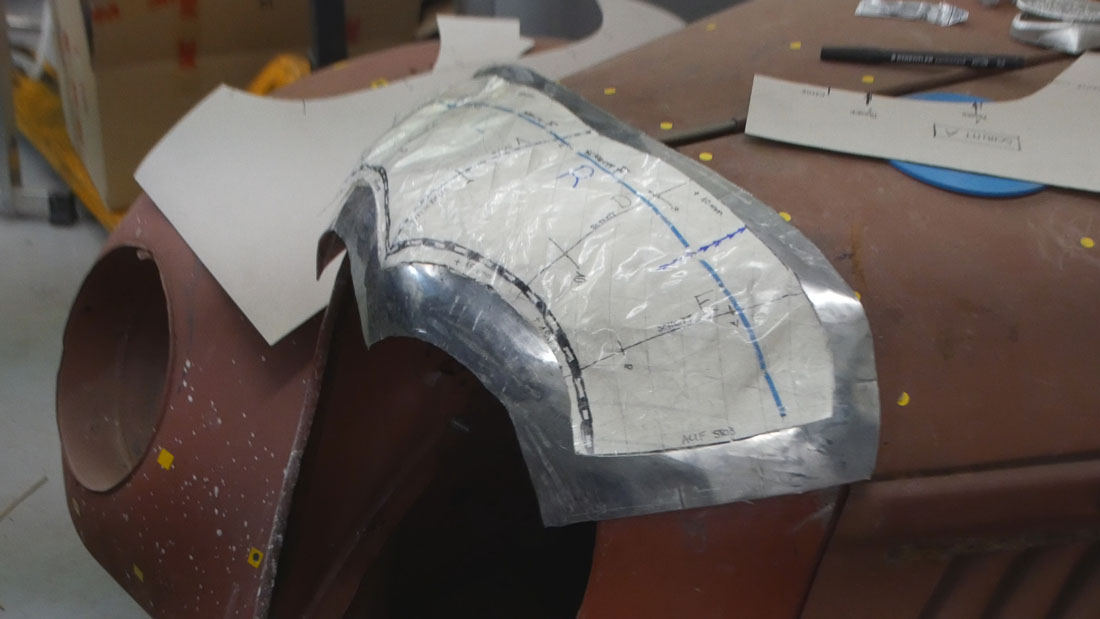
Nach dem Gltten der Form, wird auch die aus Klebeband angefertigte Schablone auf das Blech aufgelegt. Wenn man nun die Schablone abfhrt, sollte diese an allen Stellen fest aufliegen. Sind noch Hohlrume zu spren, muss an der Stelle das Blech nochmals gestreckt werden. Meistens verndert das weitere Strecken an der einen Stelle auch das gesamte Blech und korrigiert auch andere Stellen, die Zuvor noch nicht richtig gepasst hat.
Nach einem finalen Gltten der gesamten Form wird nun nochmals die weiche Schablone aufgelegt und alle Passermarken nochmals bertragen. Besonders der Rand muss neu nachgezogen werden, damit das Blech entsprechend zugeschnitten werden kann.
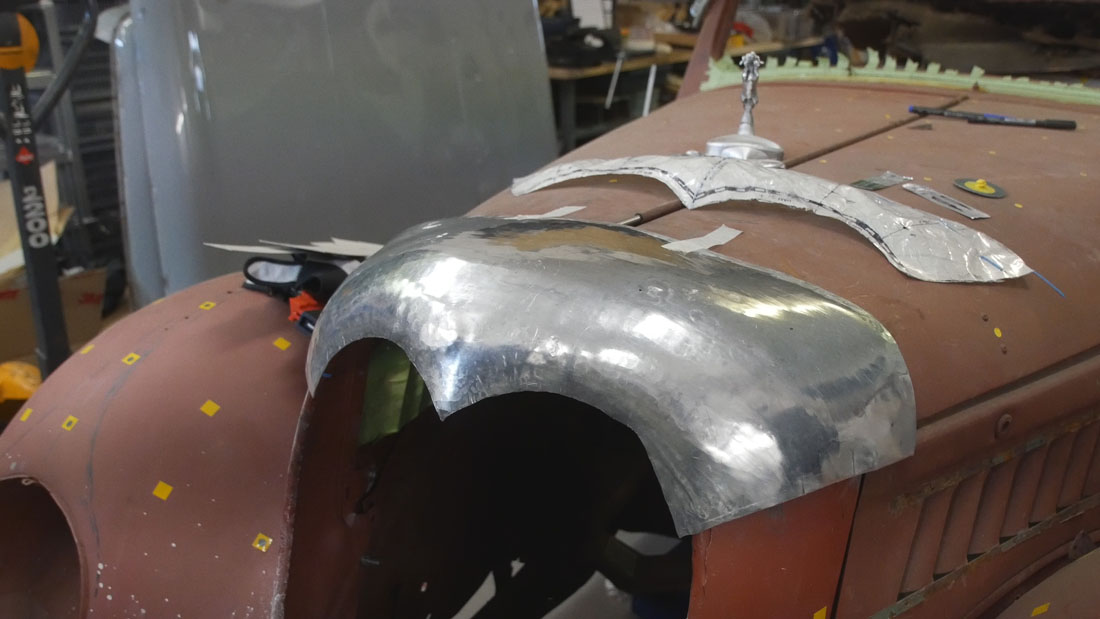
Durch die angefertigten Formschablonen war es einfach, die Form des Ersatzblechs nachzuformen.













 ]]>
]]>Notice: Undefined variable: html in /www/htdocs/w013a58a/classic-car.tv/wp-content/plugins/shortcode-developer/shortcode-developer.php(137) : runtime-created function on line 1
 In unserem Fall beginnen wir das Blech entlang des vorderen Randes zuStauchen. Dazu legen wird Falten entlang des Randes in das Blech. Wirarbeiten hier mit einem 3mm Aluminium Blech, aber bis auf das Tempern, das wir spter erklren, ist bei Blech kein Unterscheid in der Verfahrensweise.Die Falten im Blech haben uns schon einmal die vordere Grundwlbunggebracht. Nun muss das Blech im Inneren noch gestreckt werden, damit die Form erreicht wird.Da wir mit einem 3mm Aluminiumblech arbeiten, muss das Blech erst einmal weich gemacht werden. Dies geschieht durch das sogenannte Tempern. Mit einer Acetylen-Flamme wird das Blech eingerut. Es entsteht eine dnne schwarze Ruschicht auf dem Aluminium. Durch die Zugabe von Sauerstoff in die Acytelen-Flamme, wird die Flamme heier. Erkennbar an der blauen Frbung der Flamme und einer kleinen weien Zunge der Dse des Brenners. Mit dieser Flamme wird die Ruschicht abgebrannt. Der Ru dient als Indikator. Die Flamme muss stndig in Bewegung bleiben, damit das Aluminium nicht durchbrennt. Sobald der Ru durchgehend entfernt ist, ist das Blech sehr weich und lsst sich gut weiter verarbeiten. Vor der Weiterverarbeitung muss das Blech allerdings langsam abkhlen, denn es ist durch das Tempern sehr hei geworden.
In unserem Fall beginnen wir das Blech entlang des vorderen Randes zuStauchen. Dazu legen wird Falten entlang des Randes in das Blech. Wirarbeiten hier mit einem 3mm Aluminium Blech, aber bis auf das Tempern, das wir spter erklren, ist bei Blech kein Unterscheid in der Verfahrensweise.Die Falten im Blech haben uns schon einmal die vordere Grundwlbunggebracht. Nun muss das Blech im Inneren noch gestreckt werden, damit die Form erreicht wird.Da wir mit einem 3mm Aluminiumblech arbeiten, muss das Blech erst einmal weich gemacht werden. Dies geschieht durch das sogenannte Tempern. Mit einer Acetylen-Flamme wird das Blech eingerut. Es entsteht eine dnne schwarze Ruschicht auf dem Aluminium. Durch die Zugabe von Sauerstoff in die Acytelen-Flamme, wird die Flamme heier. Erkennbar an der blauen Frbung der Flamme und einer kleinen weien Zunge der Dse des Brenners. Mit dieser Flamme wird die Ruschicht abgebrannt. Der Ru dient als Indikator. Die Flamme muss stndig in Bewegung bleiben, damit das Aluminium nicht durchbrennt. Sobald der Ru durchgehend entfernt ist, ist das Blech sehr weich und lsst sich gut weiter verarbeiten. Vor der Weiterverarbeitung muss das Blech allerdings langsam abkhlen, denn es ist durch das Tempern sehr hei geworden.
Auf einem Sandsack wird das Blech mit einem Kugelhammer in Form getrieben. Die entstandenen Unebenheiten im Blech knnen an einem Rundstock-Amboss mit einem Glttehammer geglttet werden. Jetzt wird zum ersten Mal die Formschablone auf das Blechteil aufgelegt und die notwendigen Linien bertragen.





 ]]>
]]>Notice: Undefined variable: html in /www/htdocs/w013a58a/classic-car.tv/wp-content/plugins/shortcode-developer/shortcode-developer.php(137) : runtime-created function on line 1
Grere Blechformen werden in einzelnen Sektionen angefertigt, denn sie sind oft viel zukomplex, um sie aus einem einzigen Blech zu formen. Sonderkarosserien wurden auch schon frher in einzelnen Sektionen gebaut, bevor die Serienproduktion begann, und ganze Kotflgelin groen industriellen Metallstanzen gefertigt wurden.Bevor man also ein Bauteilnachfertigt, sollte man sichdarber Gedanken machen, in wie viele Sektionendas Bauteil aufgegliedert werden soll. Je weniger, desto besser ist es natrlich. Doch richtet sich der Anteil auch nach denpersnlichen Fhigkeiten. Je besser die Kenntnisse sind, desto weniger Teile bentigt man.
Je umfangreicher die Formen,umso mehr Einzelteile bentigt man. Um die Sektionen festzulegen, wird mit einem Linienklebebanddie jeweilige Trennlinie auf die Form geklebt.Dies ermglichtes Ihnen auch noch einmal, sich zu berlegen, ob die einzelnen Teile auchformbar sind, denn jede einzelne Sektionist einzeln zu betrachten.
Natrlich kann man aus Papier eine einfache Formschablone anfertigen
Wesentlich detaillierter sindallerdings Formenschablonen, dieaus Klebestreifen aufgebaut werden. Der umzuformende Bereich wird mitdnnen nebeneinandergeklebtenKlebebandstreifen
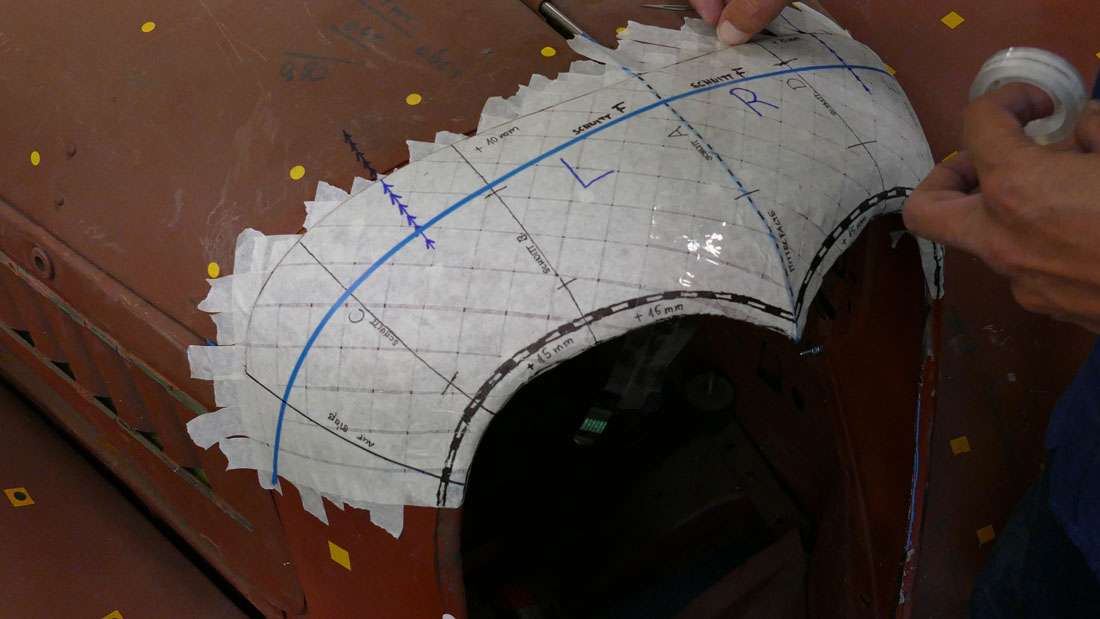
abgeformt. Die Klebestreifen werden in einem Winkel aufgeklebt und zwischen den Klebestreifeneine schmale Lcke gelassen. Wenn die erste Schichtder Streifen die gesamte Form abdeckt, wird ber dieseSchicht eineweitere Reihe an Klebestreifen aufgetragen. Diese neue Schicht wird in einem entgegengesetztenWinkel aufgeklebt.Auch hierwird entsprechend zwischen den einzelnen Streifen jeweils eine kleine Lcke gelassen.Falls notwendig wird noch ein dritte Schicht aufgetragen. Diese Methode ist sehrzeitaufwendig, ergibt am Ende aber eine wirklich aufschlussreiche Schablone.Bevor nun eine weitere Schicht an Klebestreifen aufgetragen wird, werden auf der Oberflche der Schablonewichtige Einzeichnungen und Notizen gemacht. Hier sindMarkierungen, SchnittkantenundVermaungensehr wichtig.Das Blech wird sich spter beim Umformen vllig verndern und eventuelle Markierungen knnen sich verschieben oder verziehen. Daher sind die Markierungen auf derFormenschablone, die immer wieder bertragen werden knnen, sehr wichtig.Aber auch ist es alleine mit der geklebten Schablone nicht getan.
Es mssen nochRadienformenangefertigt werden. Dafr bentigt manPassermarken, damit die Schablonen spter immer an der richtigen Stelle angelegt werden knnen.Je besser die Schablone vorbereitet ist, desto besser knnen Sie spter die Form neu aufbauen.Solche Schablonen knnen auch aufgehoben werden und sind immer wieder einsetzbar.
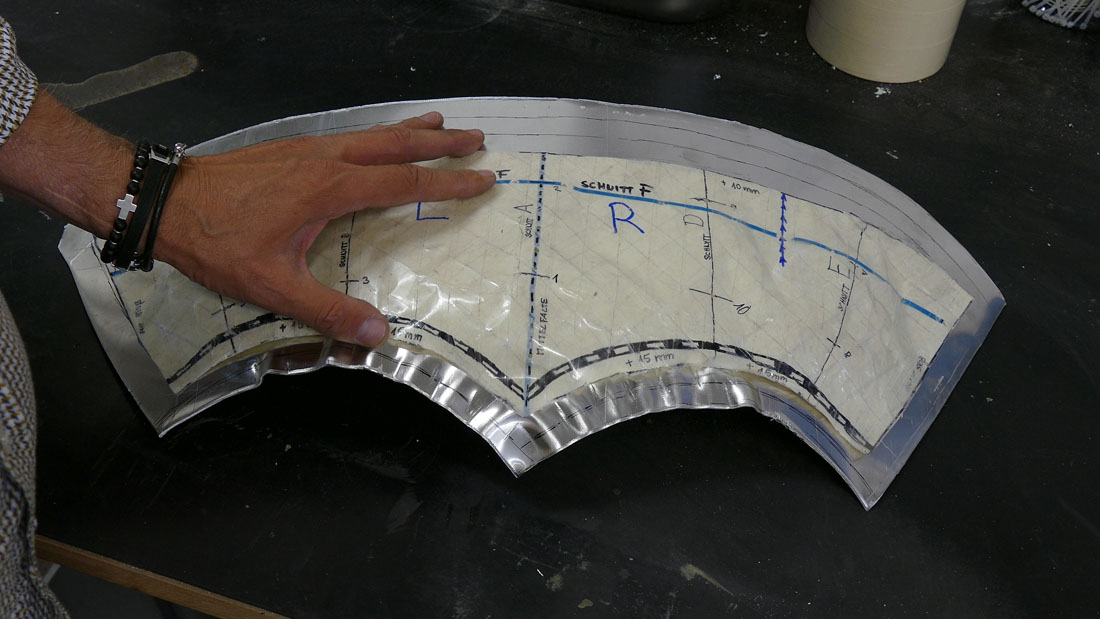
Wir haben auf unserer Schablone die Mittellinie, eineQuerschnittslinieber die Breite und vier weitere Querschnitte ber die Tiefe eingezeichnet. An der Vorderkante ist die Linie schraffiert eingezeichnet, an der spter eineWlbung in die entgegengesetzte Richtung geformt wird.Nach den ganzen Einzeichnungen wird nun die gesamte Schablone noch einmal mit zwei Schichten aus durchsichtigem Klebebandberzogen.
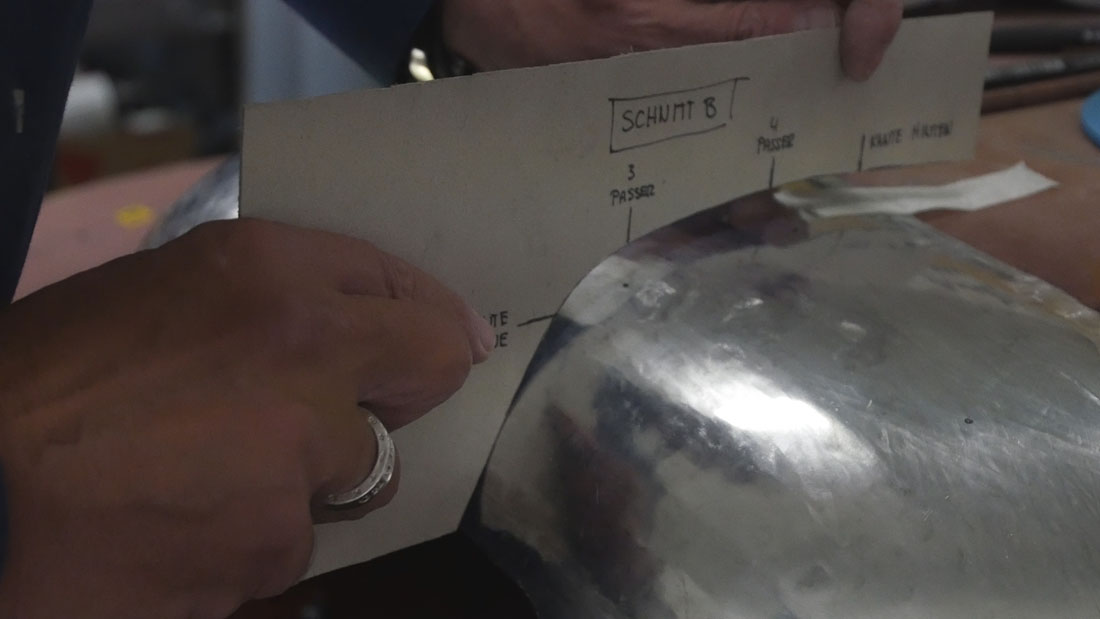
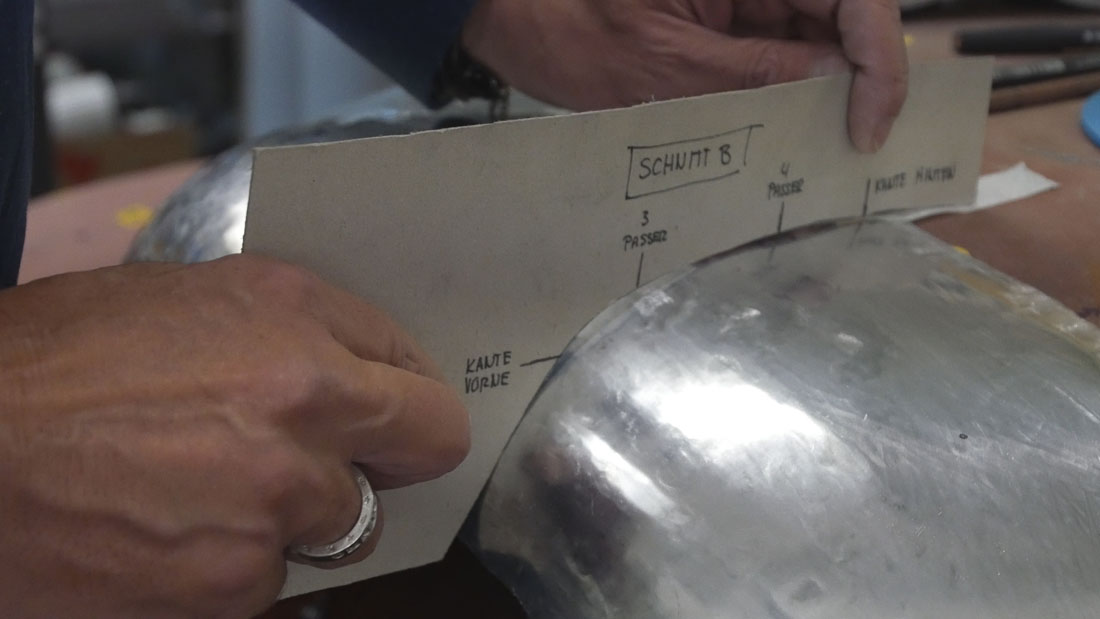
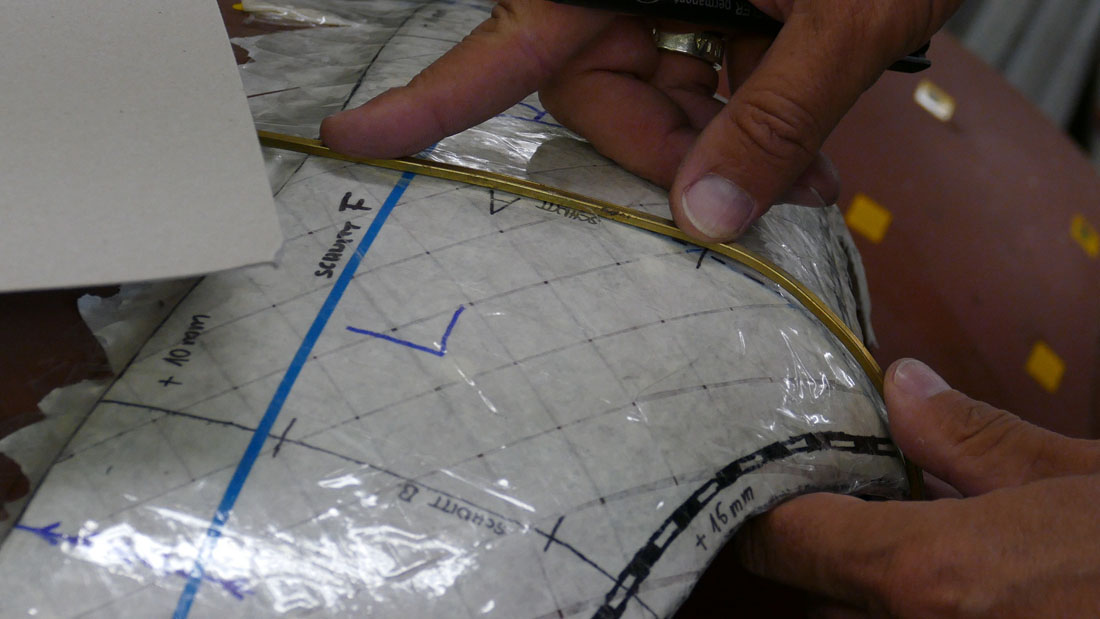
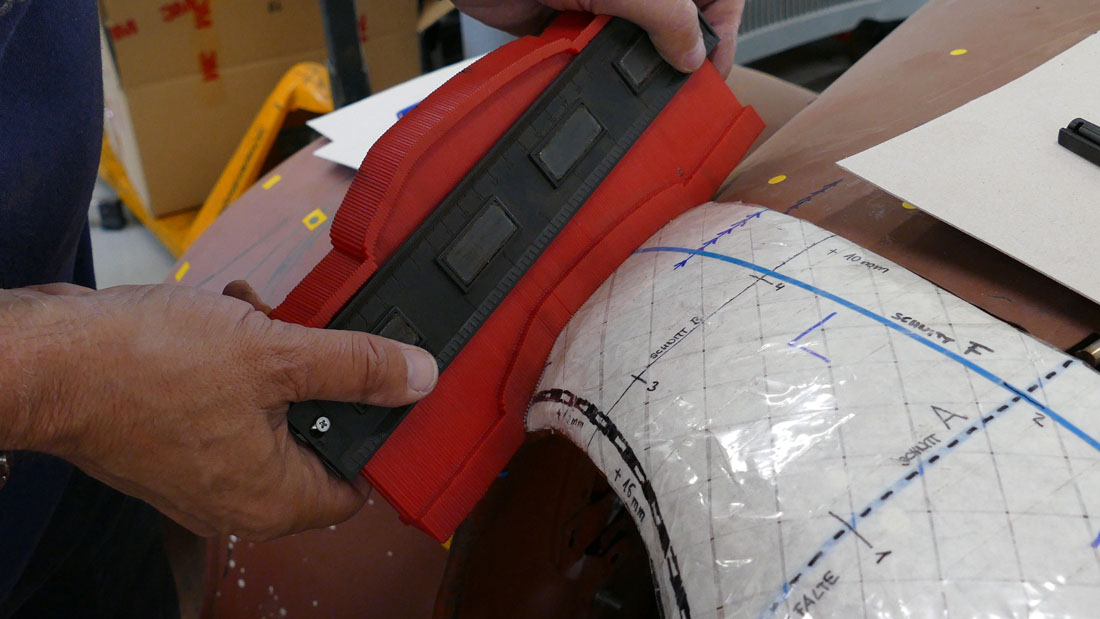
Entlang der Querschnittlinien werden nun Schablonen aus Pappe angefertigt. Entweder nimmt man dazu ein Stck Draht, oder eine Formenlehre.Die Form wird grob auf die Pappe bertragen und ausgeschnitten. Legt man nun die Schablone an der Form an,kann es sein, dass sie nicht genau stimmt. Daher wird mit einem flach auf die Form gelegter Stift, der Querschnitt noch einmal abgefahren und auf die angesetzte Pappe bertragen. Damit erhlt man eine sehr genaue Form. Nun wird die Form nochmals ausgeschnitten undeventuell mit einem feinen Schleifpapier geglttet.Auf diese Schablone werden nun alle notwendigenPassermarken, die vorher angezeichnet wurden, bertragen. Diese sind wichtig, damit die Schablone immer richtig angelegt werden kann.
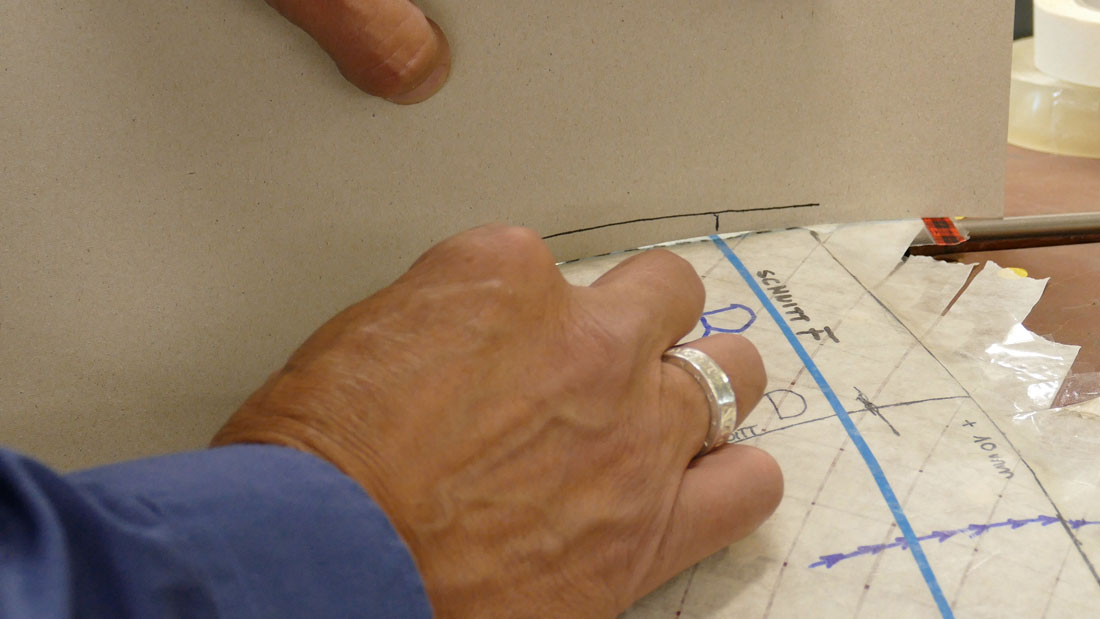
Die Schablone aus Klebeband wird nun zuletzt entlang derueren Linie mit einem Skalpell zurechtgeschnitten und vorsichtig abgehoben. Die klebende Rckseite wird mit Babypuder bestreut. Damit klebt sie nicht mehr.
Nun erkennt man schon die genaue Form desumzuformenden Blechs. Man kann erkennen, an welcher Stelle daszuerst einmal flacheBlech gestreckt oder gestaucht werden muss.Als einfache Faustregel gilt: wenn man die Finger ber die Form hlt und man muss die Finger zusammenpressen undnach innen wlben, muss das Blecham Rand gestaucht werden.Mssen die Finger an der Form gespreizt und nach oben gebogen werden, dann muss das Blech gestreckt werden.








]]>
Notice: Undefined variable: html in /www/htdocs/w013a58a/classic-car.tv/wp-content/plugins/shortcode-developer/shortcode-developer.php(137) : runtime-created function on line 1
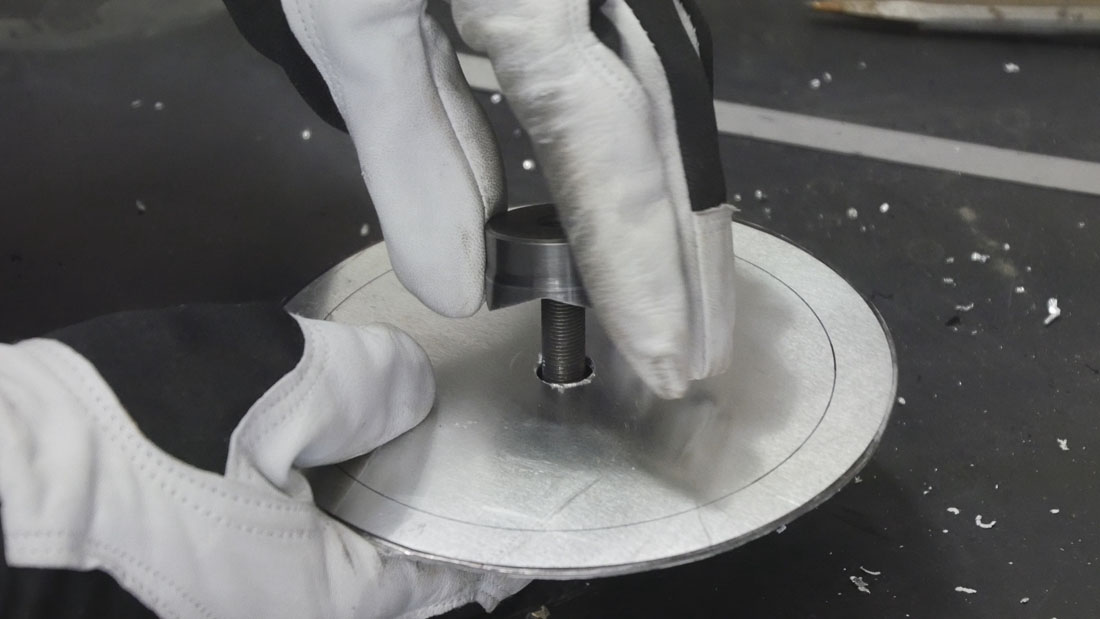
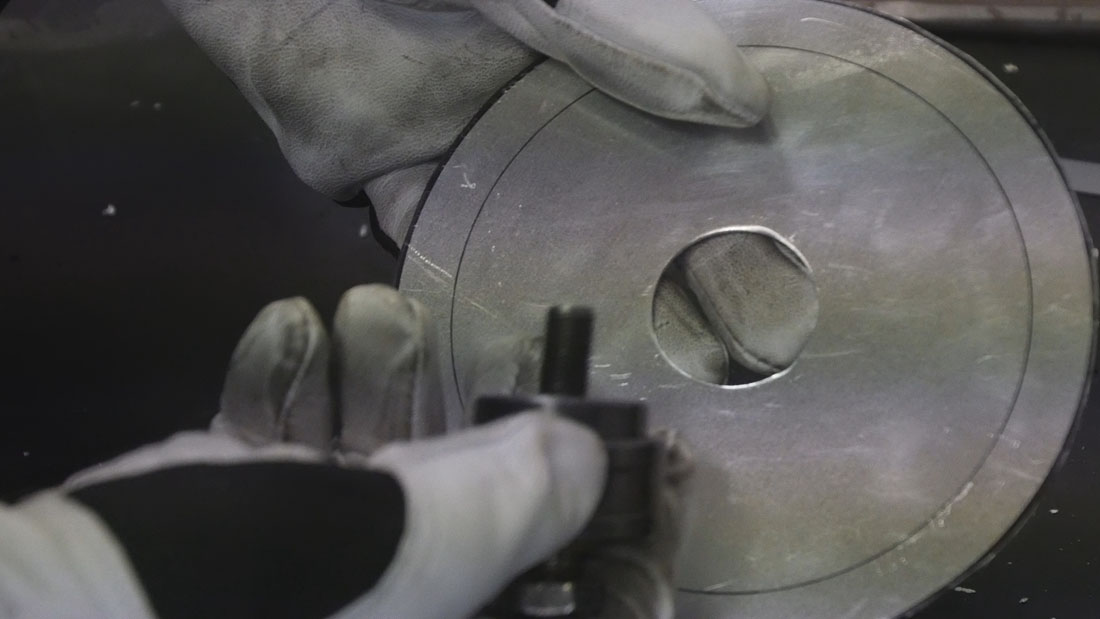
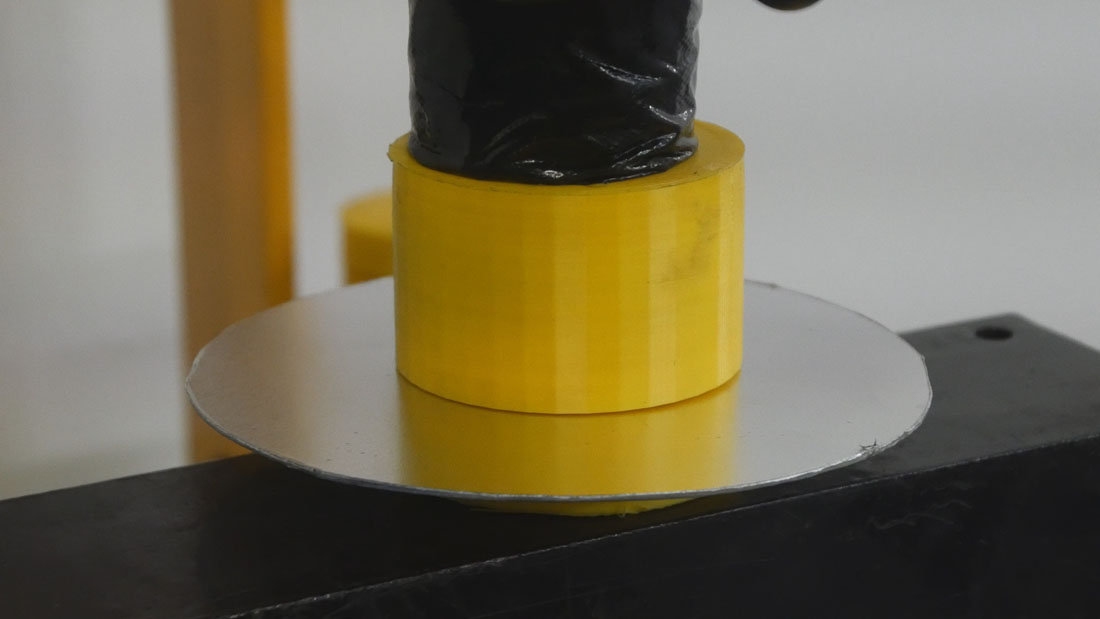
In der Mitte des Blechs wird ein etwa 10mm groes Loch gebohrt. Ein Lochschneider wird eingedreht und fest verspannt. Damit entsteht ein 36mm groes Loch. Nun wird das Blech auf die Lochsickenschablone aus dem 3D Drucker aufgelegt und die beiden Hlften der Schablonezusammengepret.
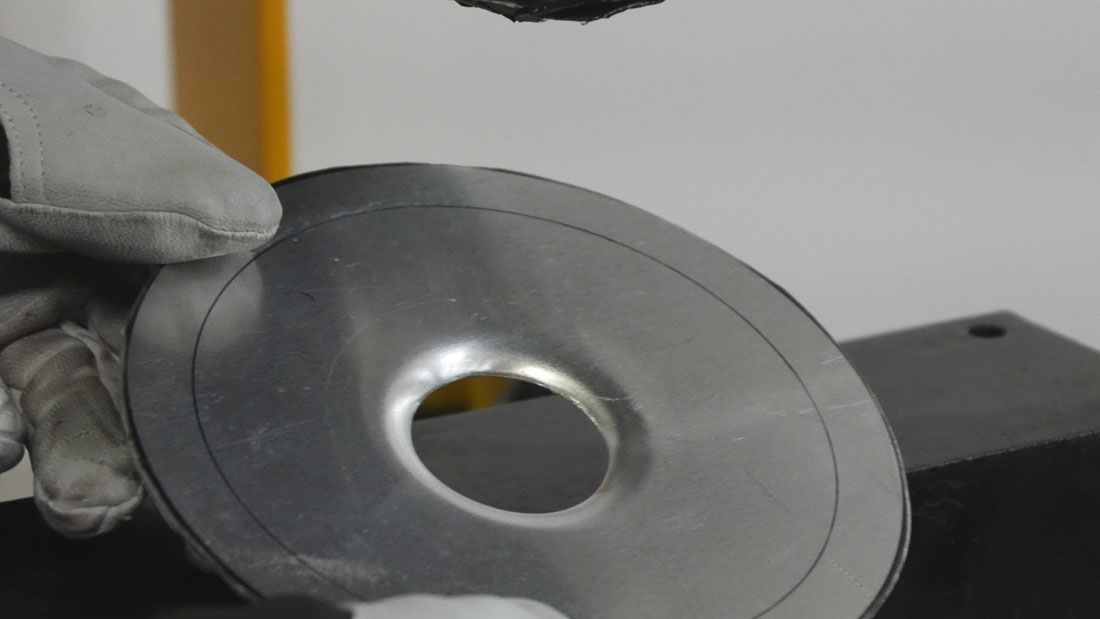
Nun ist die Lochsicke fertig und der Rand des Deckels kann abgerundet werden. Dies geschieht an der Stauchmaschine. Der Rand wird bis zur Einzeichnung in dieStauchmaschineeingefhrt und leicht gestaucht. Das Stauchen erfolgt in mehreren Durchgngen. Dergleichmigabgerundete Rand ist bereits zu erkennen. Um die Stufe aus dem Blech zu nehmen, wird an einem Rundamboss das Blech mit einem Glttehammer bearbeitet. Dadurch entsteht ein gleichmiger bergang.
Alternativ lsst sich aber das Blech auch in der Sickenrollenmaschineabrunden. Zwei spezielle Sicken, die rund verlaufen und einen Anschlagbesitzen, werden am Randentlang gefhrt. Dadurch entsteht ein gleichmiger abgerundeter Rand.








 ]]>
]]>