Notice: Undefined variable: html in /www/htdocs/w013a58a/classic-car.tv/wp-content/plugins/shortcode-developer/shortcode-developer.php(137) : runtime-created function on line 1
In unserem ersten Teil berichteten wir über die Nachfertigung von Oldtimer-Ersatzteilen am 3D-Drucker. Wir zeigten, wie wir die Form eines Ersatzteils für einen einzigartigen Fiat 600 Elaborazione Frua nachgebaut und in PLA Kunststoff ausgedruckt hatten. Nun soll diese Form als Aluminium Guss nachgefertigt werden.
Als Basis dient das rekonstruierte Modell des Kotflügel Zierelements. Wir werden in dieser Ausgabe, eine Technik vorstellen, um ein Aluminium-Gußteil zu erhalten.
Ein schnelles Verfahren ist in jedem Fall das Verfahren, den Guss über einen Sandgußform durchzuführen. Bei diesem Verfahren wird ein speziell mit Öl durchtränkter Sand als Formenmaterial verwendet. Verdichtet wird dieser Sand hart und bildet die Form des zu gießenden Teils perfekt ab. Um dieses Verfahren anzuwenden, muss ein neues Modell im 3D Drucker ausgedruckt werden. Das bereits konstruierte Prototypenmodell wird im CAD Programm längs halbiert und die beiden Hälften getrennt ausgedruckt. In unserem Fall benötigt der Druck einer Hälfte des Emblems rund fünfzehn Stunden, sprich für beide Hälften war der 3D Drucker ganze 30 Stunden aktiv. Doch mit diesem PLA Master können mehrere Güsse durchgeführt werden, denn die ausgedruckte Form bleibt erhalten.
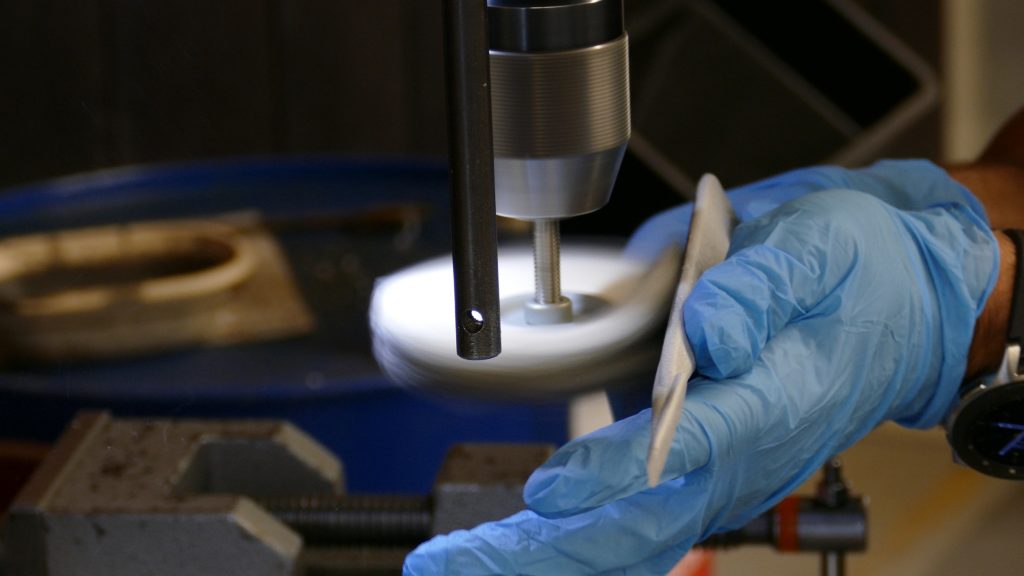
Eine der ausgedruckten Hälften wird auf eine glatte Oberfläche gelegt. Über ein Sieb wird etwas Formensand auf das Modell gesiebt. Oberhalb des Flügels bildet das Modell eine Hinterschneidung, die bei der Entnahme des Modells aus der Sandform zu Problemen führen könnte. Daher wird diese Hinterschneidung erst einmal mit dem Formensand aufgefüllt. Der Locker gesiebte Sand wird fest an die Form gepresst und die Hinterschneidung gefüllt. Mit einem Stahlschaber wird überschüssiger Sand entfernt und das Modell gesäubert. Bevor nun die nächste Schicht Sand aufgetragen wird, muss Talkum Puder auf die Form aufgetragen werden. Das Talkum Puder (es geht auch Babypuder), dient als Trennmittel und sorgt dafür, dass sich später die Form gut von dem Master trennt. Um das Modell herum wird ein Formenrahmen gesetzt.
Nun wird erneut das Modell mit Formensand bestreut. Der Formensand wird wieder durch das Sieb gerieben. Dies erzeugt einen sehr feinen lockeren Sand, der sich komplett über das gesamte Modell legt. Zwischendurch wird dann der Sand durch Druck verdichtet. Dazu wird der Sand regelrecht gepresst. Je höher der Druck, desto fester wird die Sandform. Der Sand wird innerhalb des Rahmens immer wieder aufgefüllt und verdichtet. Nachdem bereits einiges an Sand eingefüllt und mit der Hand gut verdichtet wurde, kann mit einem festen Stößel der Sand festgeklopft werden. Diese verdichtet den Sand noch mehr. Das Verdichten ist ein wichtiger Prozess im Formenbau. Der Sand wird dadurch fester und stabil. Der Rahmen wird immer wieder mit Sand aufgefüllt und von neuem mit dem Stößel festgeklopft. Erst wenn der Sand durchgehend hart ist und über den Rand übersteht, kann begonnen werden, mit einem Stahl oder Stück Holz die Form zu begradigen. Überschüssiger Sand, der über den Rand hinausragt wird weggeschabt.
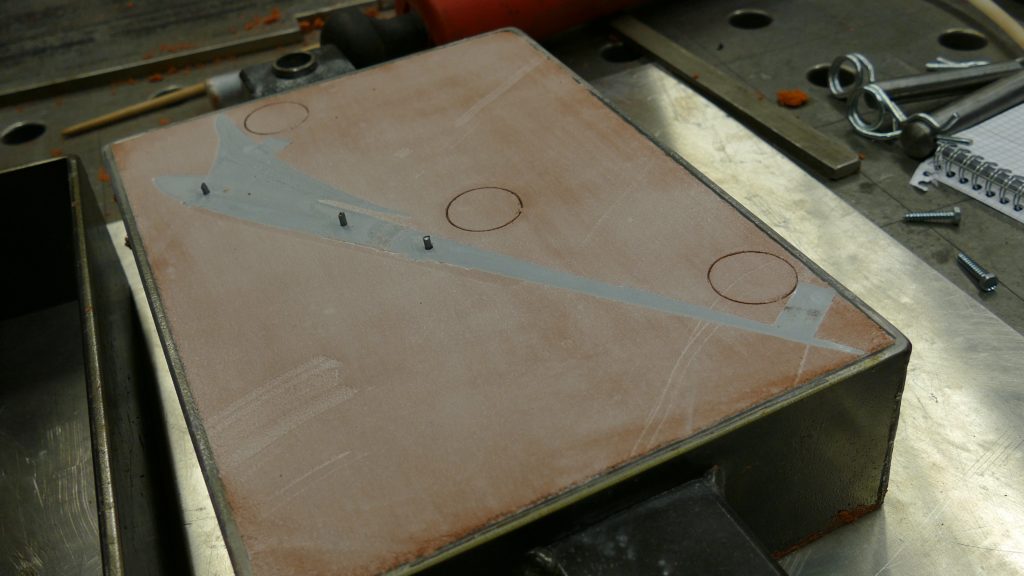
Die erste Formenhälfte ist damit vorbereitet. Nun wird der Rahmen mit der Gußform umgedreht. Man erkennt noch das Modell, das vom Sand eingefasst ist. Nun wird die zweite Hälfte des Modells aus Kunststoff passgenau aufgesetzt. Hier helfen vorher eingesetzte Passerstifte. Der zweite Rahmen der Halterung wird aufgesetzt und fixiert. Sandformen bestehen immer aus zwei passgenauen Rahmen, die das Verrutschen der Formenteile verhindern. Mit einem runden Rohr, etwa 4-5 cm im Durchmesser, werden die Punkte der Fall- und Steigleitung markiert, damit sie später auf die zweite Hälfte übertragen werden.
Die Oberfläche der ersten Sandform-Hälfte wird wieder mit Talkum-Puder bepinselt, damit sich später die beiden Formenhälften voneinander trennen. Nun wird auch über dies zweite Hälfte des 3D Modells weicher Öl-Sand gestreut und gleich verfahren wie mit der ersten Hälfte der Gußform. Wenn auch die zweite Hälfte fest verdichtet wurde, können die beiden Formenhälften vorsichtig auseinandergenommen werden. Die beiden Hälften sind nun bereit für die weitere Bearbeitung. Deutlich erkennt man nun auch an welcher Stelle die Fall- und Steigleitung angebracht wird.
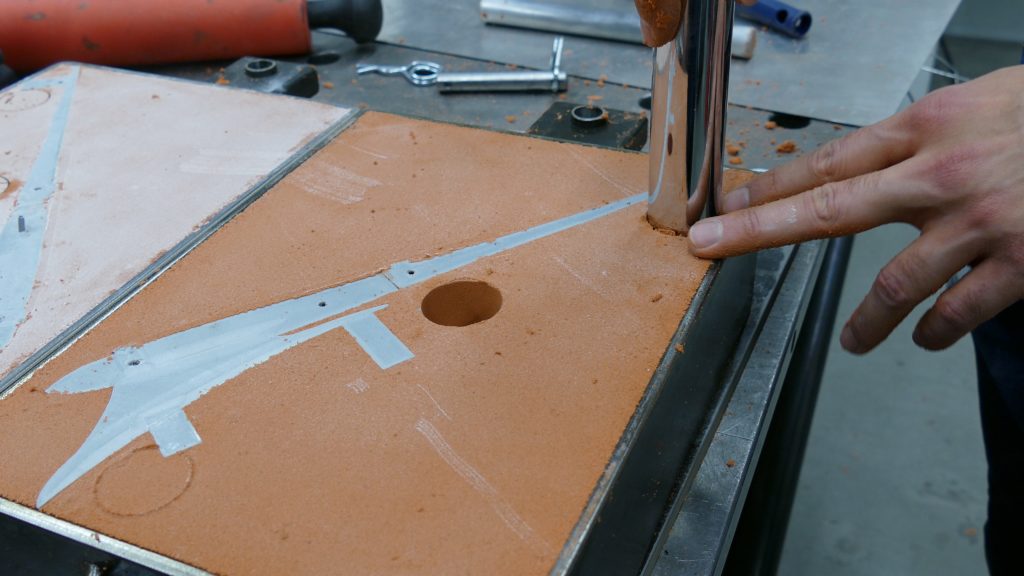
Mit einem kleinen Hammer oder einem kleinen Stößel wird das Kunststoff-Modell vorsichtig abgeklopft. Dies soll die Form lösen. Man hört deutlich einen Unterschied, wenn sich das Modell etwas vom Sand gelöst hat. Zuerst hört sich das Klopfen sehr dumpf und tief an. Hat sich das Modell gelöst, wird der Ton höher und satter. In die Löcher der Passermarken werden zwei Schrauben eingedreht und vorsichtig das Modell aus dem Sand gehoben. Da die Flügel schräg stehen, muss das Modell sehr vorsichtig in einem Winkel angehoben werden. Wenn alles gut geht, löst sich das PLA Modell perfekt aus der Sandform und es bleibt ein genauer Negativabdruck des Modells im Sand zurück.
Mit einem Rohr aus sehr dünnem Blech wird nun die Fallleitung gestochen und die Verbindungen zum Gußraum geschaffen. Am besten eignet sich dafür eine feine Spachtel, um die Sandkanäle auszuschneiden und zu formen. Kanten werden mit dem Finger gedrückt und abgerundet. Auch die beiden Steigleitungen werden in den Sand geschnitten und die Kanäle geformt. Je besser die Zuläufe und Abläufe durchdacht sind, desto besser wird am Ende der Guß. Die Gußform kann jetzt wieder zusammengesetzt und fixiert werden. Sie ist bereit für den Aluminium Kokillenguß.
Vorsichtig wird das flüssige Aluminium in die Gußform eingefüllt. Hier kann es stark spritzen und es entstehen Flammen. Es wird so viel Aluminium eingefüllt, bis das Steigrohr komplett gefüllt ist.
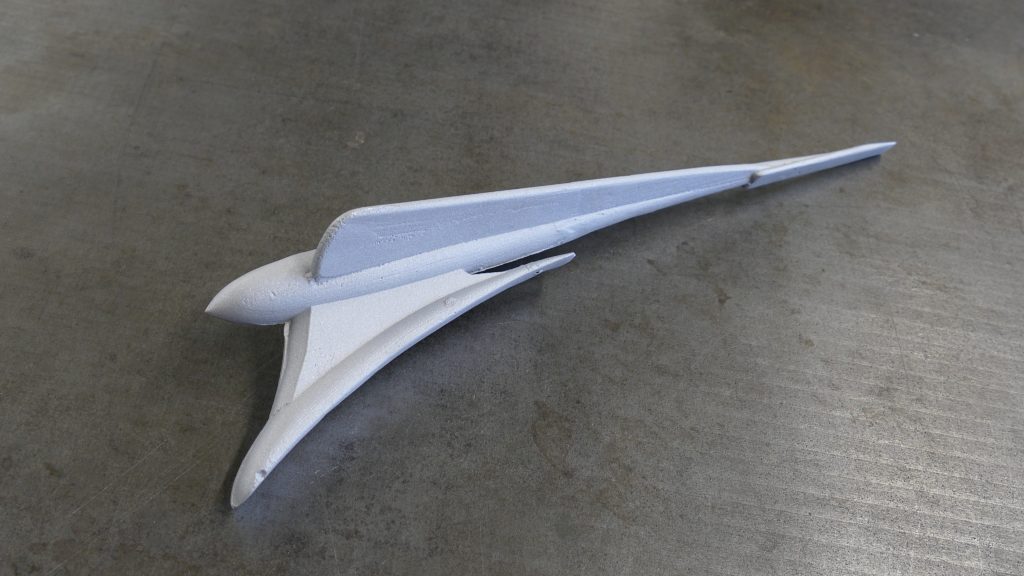
Nach dem Abkühlen, kann die Sandform oder Gipsform zerklopft werden und das Aluminium Modell ist freigelegt. Ein Wasserbad kühlt das Modell final ab. Die überschüssigen Leitungen und Teile werden am Bandschneider abgetrennt. Natürlich muss ein gegossenes Modell noch final bearbeitet werden. Grate und Kanten werden mit der Feile oder dem Schleifgerät entfernt. Je nachdem wie das Finishing des Modells aussehen soll, wird die Oberfläche weiter bearbeitet. Sandstrahlen, Keramikschleifen, Bürsten oder Hochglanzpolieren, alles ist möglich. Unser Emblem wird etwas poliert, damit es nicht zu neu aussieht, da das Fahrzeug in einem sehr originalen Zustand ist.