Notice: Undefined variable: html in /www/htdocs/w013a58a/classic-car.tv/wp-content/plugins/shortcode-developer/shortcode-developer.php(137) : runtime-created function on line 1
Über eine 3D Datenerfassung eines Fahrzeugs lässt sich mit modernen technischen Hilfsmitteln sehr leicht in jedem Maßstab eine Klopfform eines Fahrzeugs herstellen. Mit Hilfe spezieller Programme wird eine solche Klopfform vorbereitet.
Die Klopfform ist nicht, wie der Name vielleicht vermuten lässt, dazu da darauf das Blech zu klopfen, sondern um das Blech während der Umformarbeiten immer wieder auf Passgenauigkeit zu überprüfen.
Eine solche Klopfform haben wir für kommende Videos zu dem Thema Umformarbeiten mit Blech, im MakerSpace in Garching bei München hergestellt. Die dazu notwendigen 3D Daten und Schnittdaten für den Lasercutter (oder für größere Formen im CNC Frässytem) wurden mit Hilfe von Autodesk Programmen vorbereitet. Es entsteht einen sogenannte STL Datei, die entsprechende zweidimensionale Daten enthält, um die einzelnen Teile mit Hilfe eines Lasercutters aus Holz auszuschneiden.
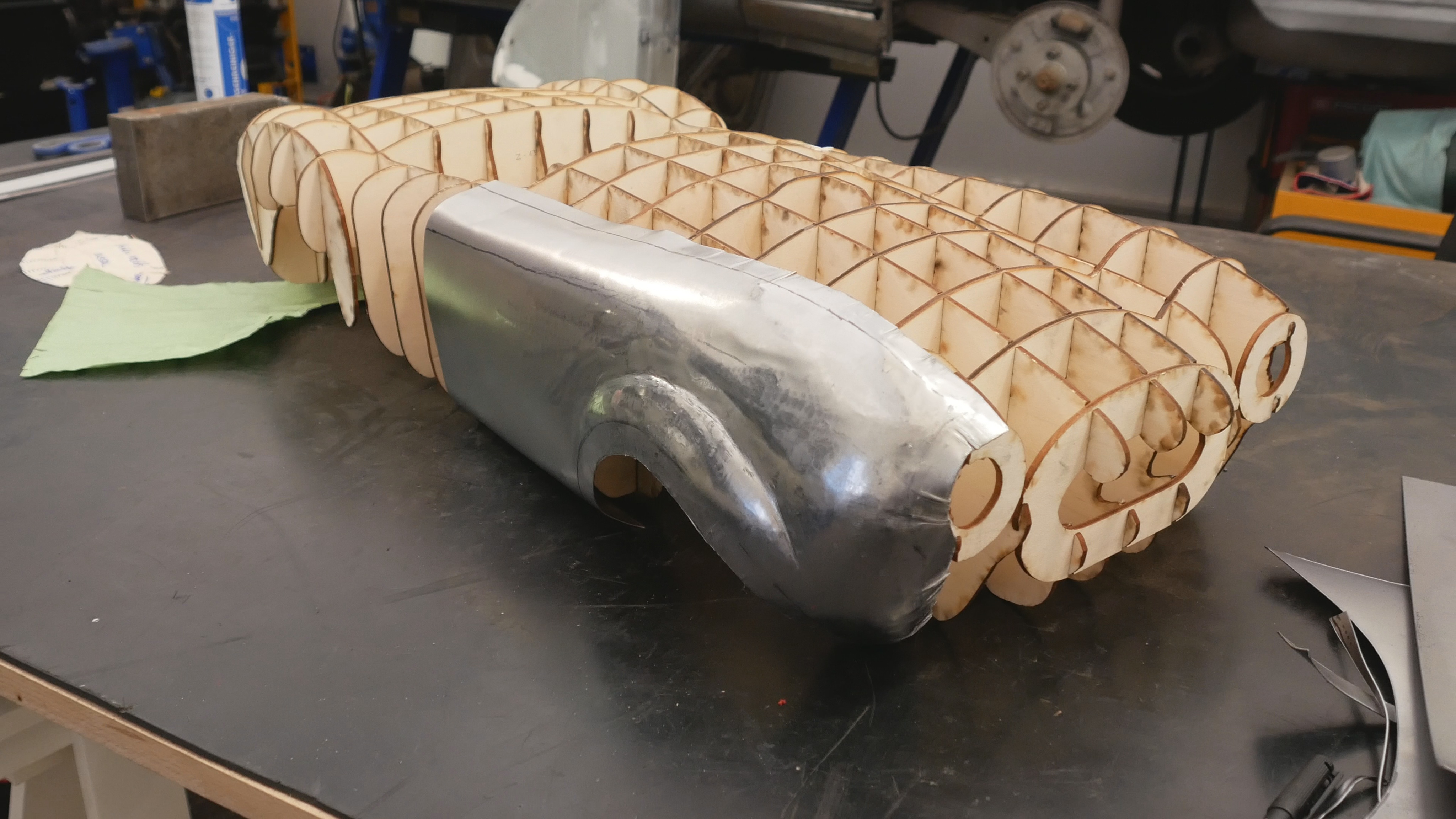
Die entstehenden Spannten werden zusammengesetzt und verleimt. Das Resultat ist eine dreidimensionale Klopfform für die Umformarbeiten. Um nun das Blech entsprechend vorzubereiten, wird mit Klebeband der Bereich überklebt, der anschließend geformt werden soll. Das Klebeband wird kreuzweise und in mehreren Schichten aufgetragen. Nimmt man nun vorsichtig das Klebeband ab, erhält man die Form des Blechteils. Noch sind manche Stellen der Schablone gewölbt. Diese Wölbungen sind zwar anschließend beim Umformen des Blechs zu übernehmen, doch würde man die Schablone so übertragen wie sie ist, wird das Blech zu klein sein. Mit einer Schere werden am Rand entlang im Bereich der Wölbung kleine Einschnitte hinzugefügt. Drückt man die Schablone nun flach, erkennt man, dass sich die Flügel auseinander spreizen. Diese leeren Bereiche zwischen den entstandenen Flügeln stellen dar, in welchen Bereichen das Blech gestaucht werden muss. Das Stauchen ist eine geeignete Technik, die Wölbung des Blechs zu formen. Da beim Stauchen auch Material geschrumpft wird, muss rund um die Schablone ca. 1 bis 2 cm Rand dazugegeben werden. Überschüssiges Material wird später abgeschnitten.
An der Stauchmaschine wird nun der Rand, der deutlich eingezogen werden muss, von innen nach Außen gestaucht. Je weiter die Stauchbacken den Rand des Blechs erreichen, desto mehr wird gestaucht. Man erkennt sehr schnell eine entstehende Wölbung. Da der Kotflügel aber im vorderen Bereich deutlich stärker gewölbt ist, wird nun auf einem Sandsack das Blech mit einem Kugelhammer weiter geformt.
Im nächsten Schritt wird die Oberkante des Kotflügels abgerundet. Dazu wird an einem T-Amboss mit einem Kunststoffhammer das Blech rund getrieben. Der Kunststoffhammer verhindert ein Auseinandertreiben des Materials während der Umformarbeiten.
Zwischendurch wird das Blech immer wieder an der Klopfform angehalten und die Passgenauigkeit überprüft. An den Radläufen muss noch eine Sicke ausgeformt werden. An einem Amboss wird mit einem Kugelhammer die Sicke in das Blech getrieben. Die Rundung entsteht indem die Kante der Sicke entlang der Kante des Amboss geführt wird. Das Blech wird stückweise soweit umgeformt, bis die entsprechende Wölbung erreicht ist.
Jetzt wird das Blech nochmals an die Form angepasst. Zwar ist das Blech noch sehr uneben, aber die Grundform ist soweit umgeformt, dass sie passt. Auf einem Rundamboss wird nun das Blech gründlich mit einem Glättehammer geglättet. Der erste Teil des Musterbeispiels ist fertig. Diese Übungen dienen dazu, Umformtechniken zu verstehen und anzuwenden.




























